


繞筋機數控滾焊機且較老產品優化了多個重要結構,使其更加合理且成本大幅降低,設備更有市場競爭力。大盤部分靈活的模圈及十字筋安裝設計,據不同的樁基規格靈活更換,經濟適用;固定盤旋轉、移動盤部分行走及旋轉、由一臺 P 和 3 臺變頻器來設定,要求電機同步,保證了成品籠子的整體尺寸;可完成樁基直徑 400mm-2500mm 樁基單主筋單箍筋、雙箍筋單主筋,以及雙主筋雙箍筋的焊接工作;固定機架及移動機架進行了結構優化,降低主機重量,減輕了動力單元的負載,從而可制作目前較重的鋼筋籠輪緣結構進行了優化設計,摒棄之前方鋼冷彎后加工的工藝,更改為原材料為高強度的無縫鋼管,經過精密的冷彎成型,之后直接使用。如此輪緣與支撐輥的圓面接觸,增大了接觸面。使得設備運行更加平穩且,設備運行慣量大大降低;鋼筋籠骨架旋轉的同時由移動盤拖動向后移動,盤筋不移動;鋼筋籠直徑由相同直徑的模板精準控制,一個工程通常需要 2-7 種模板;主筋間距決定于人工預先在模板上布置的,與主筋根數相同數量的套管間距;當鋼筋籠直徑和主筋根數改變時,需要人工更換模板以及重新布置套管,約需 1 小時;1、自動送料系統,可設定距離在線,誤差小,鋼筋籠高質量。2、能準確自動焊接,降低勞動強度。3、采用變頻控制系統對保持架保持架,具有高精度的運動。4、用自動籠架,避免籠型曲線。5、高速送料裝置,效率高。6、可改變籠直徑和主筋量。
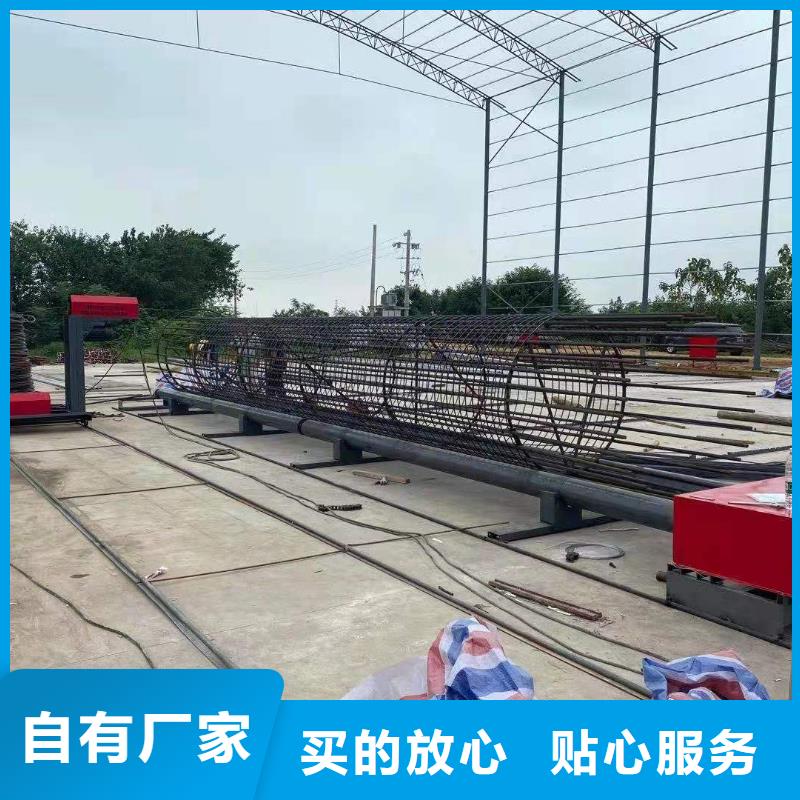
工作原理根據施工要求,首先調整鋼筋籠繞筋機兩滾筒間距離,將鋼筋籠的主筋架預制好吊裝到鋼筋籠繞筋機兩滾筒之間,通過穿過矯直器將盤筋穿入鋼筋籠,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉及移動旋轉盤轉動把繞筋纏繞在主筋上,同時進行焊接,從而形成產品鋼筋籠---這就是 鉆孔灌注樁鋼筋籠繞筋機即“簡易鋼筋籠成型機”的工作原理. 產品優勢;1;該設備由PLC工控控制,內置程序,操作簡單。2;繞筋間距無極可調,調直速度、行走速度、旋轉速度 均由頻器控制,速度可根據鋼筋籠的規格、工人的熟練程度任意調節。3;鋼筋籠繞筋機具有參數自動存儲功能,可存儲數百種規格的鋼筋籠參數。4;設備具有遠距離遙控功能,專門定制工業遙控器,配備信號增強天線,控制靈活方便。5;滾筒采用一級無縫鋼管壁厚耐磨,大大增加了設備的使用壽命。6;調直機構角度可調節,適用范圍廣。7;放線架由實心圓鋼,和厚度10mm的鋼板加工而成,結構扎實,可放整捆鋼筋。本設備,適用于高速公路、高速鐵路、地鐵、水電站、房建防護等各種規格的鋼筋籠的加工。

箍筋不需搭接,較之手工作業節省材料1%,降低了施工成本。由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間通過使用滾焊機進行鋼筋籠加工,不但實現了工廠化和自動化生產程度,優化了施工工藝,而且提高了產品質量和工效,極大地節約了成本,具有很好的推廣價值按照傳統施工工藝,組裝骨架需要6個熟練工人工作1.5-2.0h;組裝完成后盤繞箍筋需要3個熟練工人工作1-1.5小時,整體完成合計需要:12-16.5h/人工;采用包括但不限于自然災害如洪水、地震、瘟疫流行和風暴等以及社會如、、行為等,出現上述情況時,360將努力在***時間與相關單位配合,爭取及時進行處理,對此給您造成的損失360免責,7.4在法律允許的范圍內,360對以下情形導致的服務中斷或受阻不承擔責任因電信系統或互聯網網絡故障、手機故障或病毒、信息損壞或丟失、手機系統問題,受到計算機病毒、或其他惡意程序、攻擊的破壞。程序版本過時、設備的老化和/或其兼容性問題,其他360無法控制或合理預見的情形,7.5您理解并同意,360有權根據有關法律、法規的變化以及公司經營狀況和經營策略的調整等,隨時暫時或 停止本產品服務并且無需承擔任何責任。繞筋機
<綏化>建貿機械設備有限公司
綏化鋼筋籠成型機_保證
全自動鋼筋籠繞筋機的注意事項:1.開機工作前認真巡檢機器個部位是否正常,連接螺栓是否緊固可靠。氣管是否有泄漏。各部位緊固螺栓應定期用扳手檢查是否松動等。2.更換切或者檢修機械時,請務必切斷電源,掛好檢修牌,以免發生事故。3.有需要的部位或零件必須定時加注油,保證設備的正常運作。4.及時清理機械衛生,保持設備的干凈。5.設備不使用時請切斷電源關閉氣源。


鋼筋籠繞筋機運行中工作原理:根據施工要求,鋼筋籠的主筋通過專用模具制作完成(包括內支撐),把鋼筋籠主筋置于鋼筋籠繞筋機上,將盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥旋轉以及小車的移動把盤筋繞在主筋上,同時進行焊接,從而形成成品鋼筋籠。按滾輪轉動不同,滾焊可分為連續滾焊、斷續滾焊和步進滾焊:1、連續滾焊 連續滾焊時,工件在兩滾 間連續移動(即滾盤連續旋轉),焊接電流也連續通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴重,焊縫易出現較深的壓坑,因而很少使用。2、斷續滾焊 斷續滾焊時,滾輪連續轉動,工件連續移動,電流斷續通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續通過,在休止時間內,滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區寬度和工件變形,獲得較好的焊接質量,沒有連續滾焊時的缺點。斷續滾焊時,在熔核冷卻時滾盤已離開焊接區,沒有充分的鍛壓過程,熔核在壓力減小的情況下結晶,很容易產生表面過熱、縮孔和裂紋。3、步進滾焊 步進滾焊時,滾輪斷續轉動,電流在工件不動時通過工件。由于金屬的熔化和結晶均在滾輪不動時進行,整個結晶過程中都有壓力存在,改善了散熱和壓固條件,從而可以更有效地提高焊接質量,延長滾輪壽命,獲得的焊縫比較致密。這種方法多用于鋁、鎂合金的焊接,用于縫焊高溫合金,也能有效地提高焊接質量,但這種滾焊需要有使滾盤斷續旋轉的比較復雜的機械裝置。