





鋼筋彎箍機的組成包括減速機、大齒輪、小齒輪、彎曲盤面,其主要特征是:雙級制動電機與減速機直聯作一級減速;小齒輪與大齒輪嚙合作二級減速;工作臺面的定位方杠上分別設置有若干定位軸孔彎曲盤面上設置有中心軸孔和若干彎曲軸孔大齒輪始終帶動彎曲盤面。數控鋼筋彎箍機,鋼筋彎箍機由水平和垂直的可自動調節的兩套矯直輪組成,結合4個牽引輪,由進口伺服電機驅動,確保鋼筋的矯直達到的精度。數控彎箍機可將冷軋和熱軋盤條鋼筋進行矯直、切斷和彎曲操作,用來加工結構梁或柱用箍筋,采用的工業計算機程序控制,可加工幾百種不同形狀的箍筋,自動化程度高,操作方便,生產效率高。加工超長鋼筋板筋性能顯著,設備可加工12米的直條及超長的板筋和雙鉤筋,新型彎箍機12B為了保障設備的性能和性,專門配備兩套帶有計數裝置的牽引伺服機構,雙套牽引校準保障了鋼筋進料走料的性、同時進料和走料的度也得到了有效控制,遠遠高于國內同類設備的加工精度60%以上。彎曲
<資陽>建貿機械設備有限公司 資陽專業銷售蓋梁鋼筋彎曲中心-保質
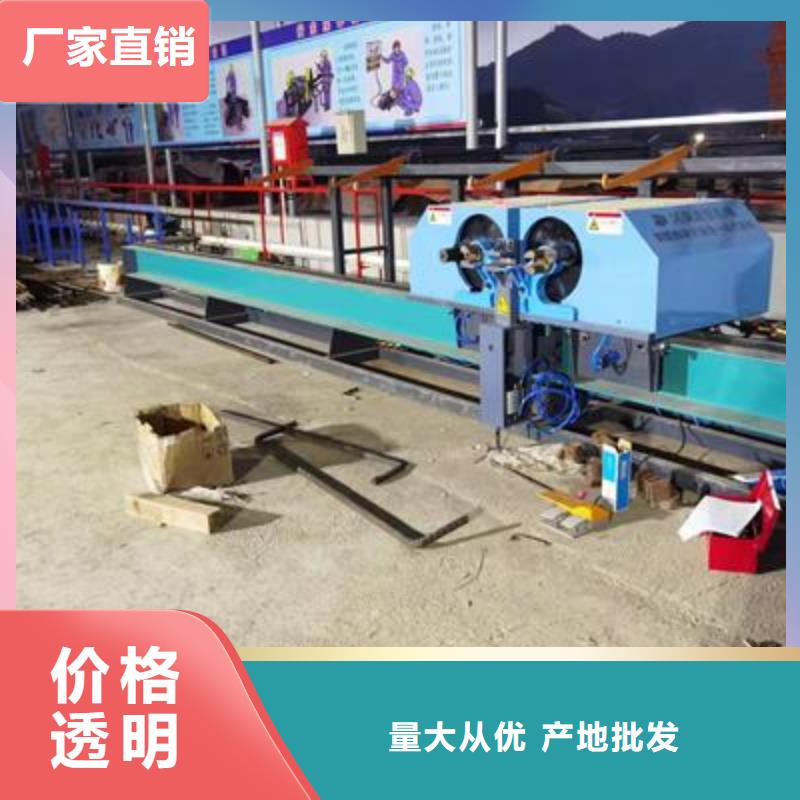
資陽專業銷售蓋梁鋼筋彎曲中心-保質
數控鋼筋彎曲機在加工時,首先將主筋放在主筋料上,再把盤筋的鋼筋放在箍筋料架上,在進行穿筋固定,移動盤的時候對其進行相應的固定,下面就可以進行數控鋼筋彎曲中心的初步焊接,要將箍筋和主筋交叉焊接固定,箍筋并排連續繞兩圈,接著就可以進行正常的焊接。數控鋼筋籠滾焊機滾焊的焊縫由一個焊點組成,按核心熔化重疊不同,分為滾點焊或氣密縫焊。組成的各個焊點的形成過程,與點焊一樣存在加壓、加熱熔化和冷卻結晶三個階段,但又與點焊有較大的區別。因為不可避免地存在分流現象,使焊接區電流場和熱場的分布有自己的特點;而傳遞壓力、通電加熱的滾盤不斷轉動變換焊接位置,使電流場、熱場的分布及熔化區結晶特點均與變換位置的速度有關。鋼筋籠滾焊機也就是一種生產鋼筋籠的設備,采用機械化方式加工,在加工質量方面也有了保障,平時使用數控鋼筋籠滾焊機要做好相應的潤滑工作,做好合理的潤滑工作,不僅能延長鋼筋籠滾焊機的使用時間,也能設備各組件之間的摩擦,以工作效率,但如果沒。
 jmc1
jmc1
數控鋼筋彎箍機作業時,將鋼筋需彎的一頭插在轉盤固定備有的間隙內,另端緊靠機身固定并用手壓緊,檢査機身固定,確實在擋住鋼筋的一側方可開動。作業中嚴禁更換芯軸和變換角度以及調速等作業,亦不得加油或清洗。彎曲中心4.彎曲鋼筋時,嚴禁加工超過機械規定的剛勁直徑、根數及機械轉速。彎曲高硬度或低合金鋼筋時,應按機械銘牌規定換標量大限制直徑,并調換相應的芯軸。嚴禁在彎曲鋼筋的作業半徑內和機身不設固定的一側站人,彎曲好的半成品應堆放整齊,彎鉤不得朝上。作業完畢、清理現場、保養機械、斷電鎖箱。【日常存放】:數控鋼筋彎箍機應該放在干燥的房間內,避免放在的環境內,以避免數控鋼筋彎箍機的線路受到影響,如果須放在室外,那么我們需要放在平坦的地面上,并且需要用布蓋住,以防鋼筋彎箍機受潮。
 <資陽>建貿機械設備有限公司
<資陽>建貿機械設備有限公司
承料分格盤支架可拆裝組合,方便快速地鋼筋籠規格尺寸。6、雙主筋和對接主筋可在設備上加工完成,配置自動上料機構,大大降低了勞動強度。相比較于的鋼筋籠滾焊機,數控鋼筋籠滾焊機可以同時進行雙盤筋纏繞,且數控鋼筋籠滾焊機作更加標準,效率也更高,省時省力,所以備受工人廠家的喜愛。1、數控鋼筋籠滾焊機每天開機之前,要對機子進行的檢查,主要檢查的內容如下:1)要檢查急停按鈕(三個中的任意一個)是否處于按下狀態、C控制電源開關是否處于關閉狀態;2)各條線路連接是否為正常狀態;3)要仔細檢查是否存在漏油情況;4)各螺栓螺帽有無松動情況;5)電氣柜內粉塵是否過多。數控鋼筋籠滾焊機一推出就備受工人的喜愛。但在日常使用數控鋼筋籠滾焊機的時候,經常會忘掉保養和數控鋼筋籠滾焊機,今天就怎樣保養數控鋼筋籠滾焊機這個問題,我們來詳細了解一下。2、數控鋼筋籠滾焊機在運行過程中,要注意檢查馬達是否有過熱現象。彎曲
