





通常來講,伴隨著當前冷拔圓鋼的行使畛域愈來愈寬廣,人們對產品的是有要求也有所的。在冷拔圓鋼生產的過程當中,有一個比較重要的步驟就是為其上色,但是在對冷拔圓鋼上色之前要對它的表面進行氧化操作擠壓好的鋼材它的耐蝕性能不是很強,需要通過陽極氧化來進行表面的處理來增加冷拔圓鋼的抗蝕性、耐磨性能,接下來我們就來看下冷拔圓鋼的上色注意事項:1、表面預處理:可以選擇物理或者化學的方法對鋼材的表面進行清洗,也可以選擇機械手段同樣可以獲得無光的表面。2、陽極氧化:經過表面處理后的冷拔圓鋼在一定的條件下,經過一系列的反應之后就會生成一層致密的氧化膜。3、封孔:將陽極氧化后生成的多孔氧化膜的膜孔孔隙封閉,使氧化膜防污染、抗蝕和耐磨性能增強。因為氧化膜是無色透明的,利用氧化膜的強吸附性,在膜孔內沉積一些金屬鹽,能夠使型材顯現出其他的顏色。冷拔圓鋼的上色其實是一項技術工作這個過程也是比較復雜的,所以為了保證這個工作能夠順利的進行就要求操作人員在操作的時候保持認真的態度。
定制走芯精密光亮棒_實力廠家 <三明>鑫澤金屬制品有限公司
定制走芯精密光亮棒_實力廠家
<三明>鑫澤金屬制品有限公司
定制走芯精密光亮棒_實力廠家

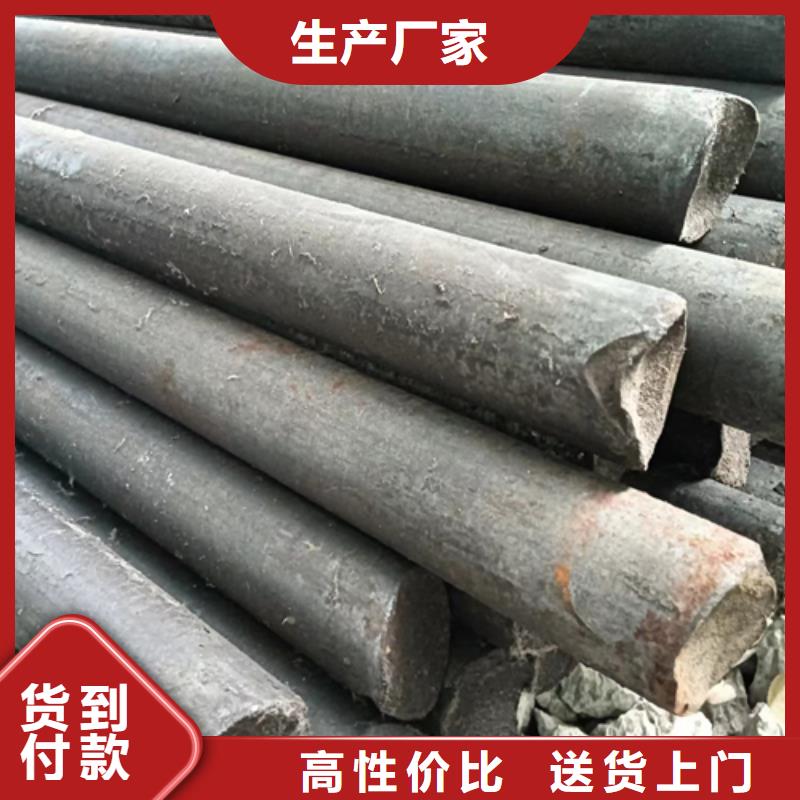
冷拔圓鋼方鋼扁鋼六角鋼異型鋼冷拉控制方法:冷拔圓鋼方鋼扁鋼六角鋼異型鋼冷拉時只用冷拉率或者冷拉應力控制叫單控,冷拉時冷拉率和冷拉應力同時應用,稱為雙控。采用單控,施工簡單方便。但對于材質不均勻的鋼筋,不可能逐根試驗(逐根試驗,費工費料,不可能這樣做,有的同一根鋼筋冷拉率也不一樣)冷拉質量得不到保證。雙控方法可以避免上述問題。冷拉時,對于控制應力已經達到,冷拉率沒有超過允許值的,可以認為合格。但是,如果冷拉率已經達到,而冷拉應力還達不到控制應力,這種鋼筋要降低強度使用。對于預應力鋼筋必須采用雙控方法。
 定制走芯精密光亮棒_實力廠家
定制走芯精密光亮棒_實力廠家
冷拔圓鋼方鋼扁鋼方鋼六角鋼異型鋼批量角度變形的矯正時,可制成90°角形凹凸模具用機械壓、頂法矯正;少量的方鋼角度部分變形,可與矯直一并停止。當其角度大于90°時,將一肢邊立在平面上,直接用大錘擊打另一肢邊,使角度到達90°時為止;其角度小于90°時,將內角向上垂直放一平面上,將合適的角度錘或手錘放于內角,用大錘擊打,擴開角度到達90°。冷拉方鋼彎曲變形的矯正。用大錘矯正角鋼將冷拉角鋼放在矯架上,依據長度,一人或兩人握緊方鋼的端部,另一人用大錘擊中方鋼的立邊面和角筋位置面,請求打準且穩。依據方鋼各面彎曲和翻轉變化以及打錘者所站的位置,大錘擊打方鋼各面時,其錘把應略有抬高或放低。錘面與方鋼面的高、低夾角約為3°-10°。這樣大錘對方鋼具有推、拉作用力,以維持方鋼受力時的重心均衡,才不會把方鋼打翻和防止發作震手的現象。冷拉方鋼入庫后要經常檢查,如有銹蝕,應銹蝕層。一般方鋼鋼材表面于凈后,不必涂油,但對優質方鋼、合金薄方鋼板、薄壁管、合金方鋼管等,除銹后其內外表面均需涂防銹油后再存放。方鋼材料在入庫前要注意防止雨淋或混入雜質,對已經淋雨或弄污的材料要按其性質采用不同的方法擦凈,如硬度高的可用鋼絲刷,硬度低的用布、棉等物。對銹蝕較嚴重的方鋼材,除銹后不宜長期保管,應盡快使用。版權:山東鑫澤金屬制品有限公司。
