

本機由機械工作部分與電器控制部分組成:1、機械部分主要由:主驅動系統、拉筋系統、電極系統、液壓拖網系統。1)主驅動系統由主驅動變頻調速電機,驅動主機轉動,實現環筋在縱筋上的纏繞,以完成環筋的纏繞過程,臨夏鋼筋籠繞筋機同時向焊接控制系統傳輸焊接信號。2)拉筋系統牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節,以調節環筋的疏密,同時拉筋小車具有自動返回功能。3)電極系統氣動電極,自動調節預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。4)焊接控制系統:由全數字式焊接控制器和接近開關構成,以實現焊接規范的調節和焊接過程的完成。5)焊接控制主回路系統:主要由焊接變壓器、可控硅元件、銅導體、水冷系統組成,由焊接變壓器提供足夠的焊接電流,可控硅元件作為焊接回路的無觸點開關,和焊接電流調節。冷卻管路通過對變壓器、可控硅電極的冷卻,為設備的正常工作提供保證。
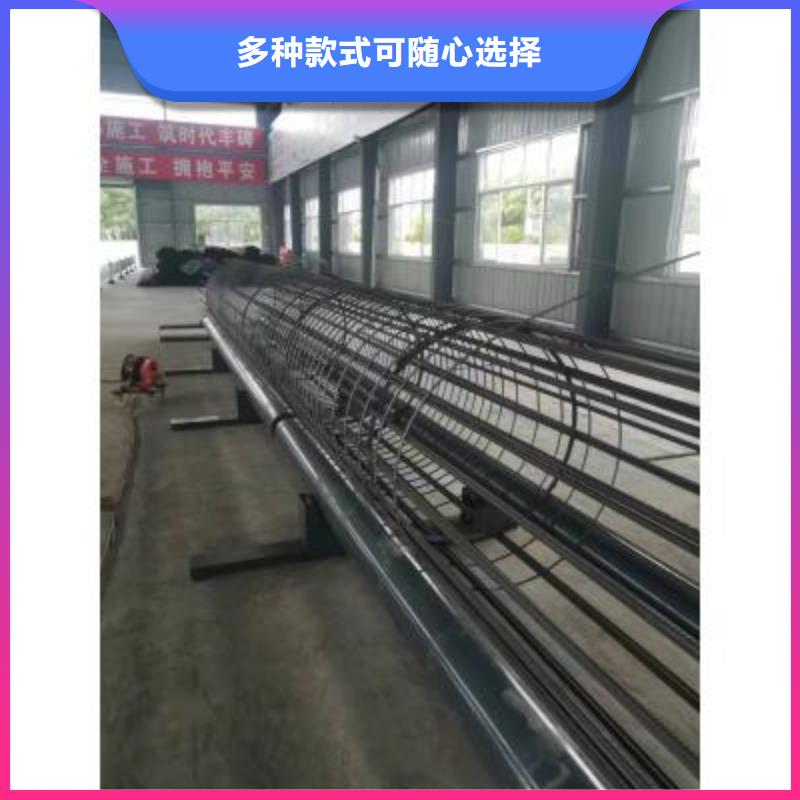
鋼筋籠繞筋機運行中工作原理 根據施工要求,鋼筋籠的主筋通過人工穿過固定旋轉盤相應模板圓孔至移動旋轉盤的相應孔中進行固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉盤及移動旋轉盤轉動把繞筋纏。 B. 人員 5-7人/班,工期緊時,可分兩班。C. 耗材 CO2氣體、焊絲、焊條等就近定點采購。D. 機具 除主設備滾焊機外, 還需準備切斷機1臺、對焊機2臺以上、連接設備1臺以上。 籠同心度。 筋籠變形;是10mm以上繞筋較密時,人工更難保證質量。
4. 鋼筋籠滾焊機由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了 吊裝時間。5. 鋼筋籠滾焊機機械化加工鋼筋籠在控制方面了保障,現已被公路建設行業協會作為<公路工程工法>進行推廣,業主的普遍認可和喜歡

產品優勢;1;該設備由PLC工控控制,內置程序,操作簡單。2;繞筋間距無極可調,調直速度、行走速度、旋轉速度 均由頻器控制,速度可根據臨夏鋼筋籠的規格、工人的熟練程度任意調節。3;建貿牌臨夏鋼筋籠繞筋機具有參數自動存儲功能,可存儲數百種規格的鋼筋籠參數。4;設備具有遠距離功能,專門定制工業,配備信號增強天線,控制靈活方便。5;滾筒采用無縫鋼管壁厚耐磨,大大增加了設備的使用壽命。6;調直機構角度可調節,適用范圍廣。7;放線架由實心圓鋼,和厚度10mm的鋼板加工而成,結構扎實,可放整捆鋼筋。數控鋼筋籠滾焊機節約成本浙一技能,在業界內是得到了一致公認的,因為它從開始運行到完成作業都是一氣呵成的,不像之前人工制作時,還需進行一部分搭接才能完成,從而浪費了大量的原料,但是,想要保障數控臨夏鋼筋籠滾焊機這一優勢的發揮,還需要我們做好日常的維護檢查工作,只有正常的運行才會減免“意外”的發生。
 <臨夏>建貿機械設備有限公司
甘肅臨夏鋼筋籠成型機實力老廠
<臨夏>建貿機械設備有限公司
甘肅臨夏鋼筋籠成型機實力老廠

鋼筋籠主筋通過自動上料到分料架;分料架的主筋需人工穿過固定盤導管到達移動盤導管,并經過電動工具將主筋固定在移動盤導管上;盤筋(繞筋)經過矯直器后焊接在主筋上;然后開始正常焊接,固定盤及移動盤同步旋轉且移動盤按照預先設定的速度(行走速度可根據操作工人的熟練程度經行調整)前進,同時進行焊接,從而生產出成品鋼筋籠。引進 歐洲技術,鋼筋籠直徑誤差可控制在1cm內;1米長度的鋼筋籠盤筋間距誤差可控制在5mm內;生產效率是人工制作鋼筋籠的3-4倍,設備操作工人只需要3-5人,生產出來的成品鋼筋籠主筋、盤筋間距均勻,焊點飽滿、牢固,可實現監理免檢。?> 采用ABB、Panasonic等進口電控元器件,確保設備運行穩定;鋼筋籠繞筋機