


更新時間:2025-01-01 21:50:10 瀏覽次數:4 公司名稱:聊城 金鴻耀工程材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 10/米 |
| 發貨期限 | 1 |
| 供貨總量 | 995 |
| 運費說明 | 面議 |
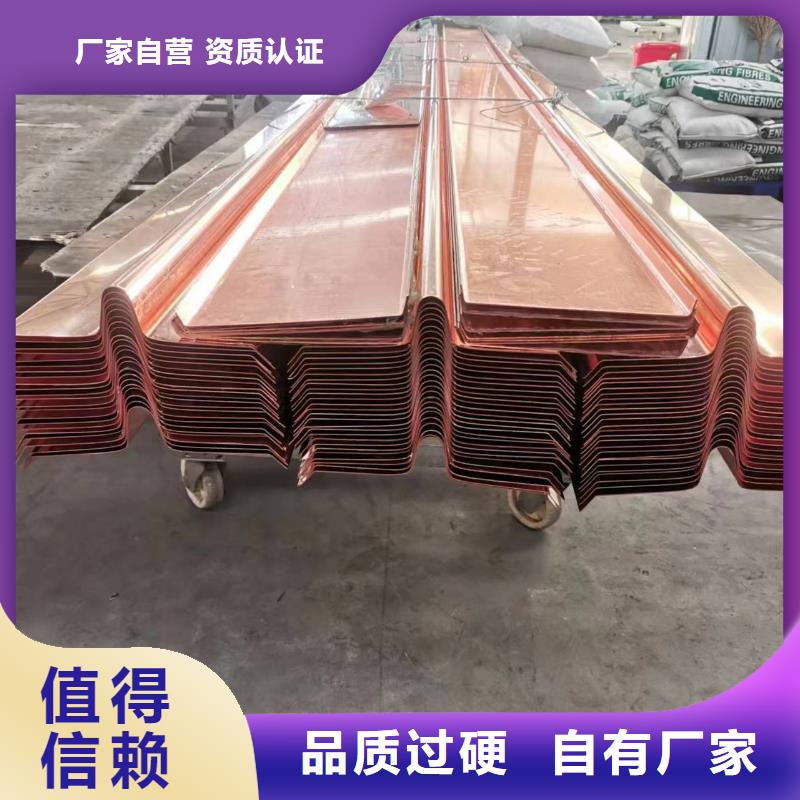

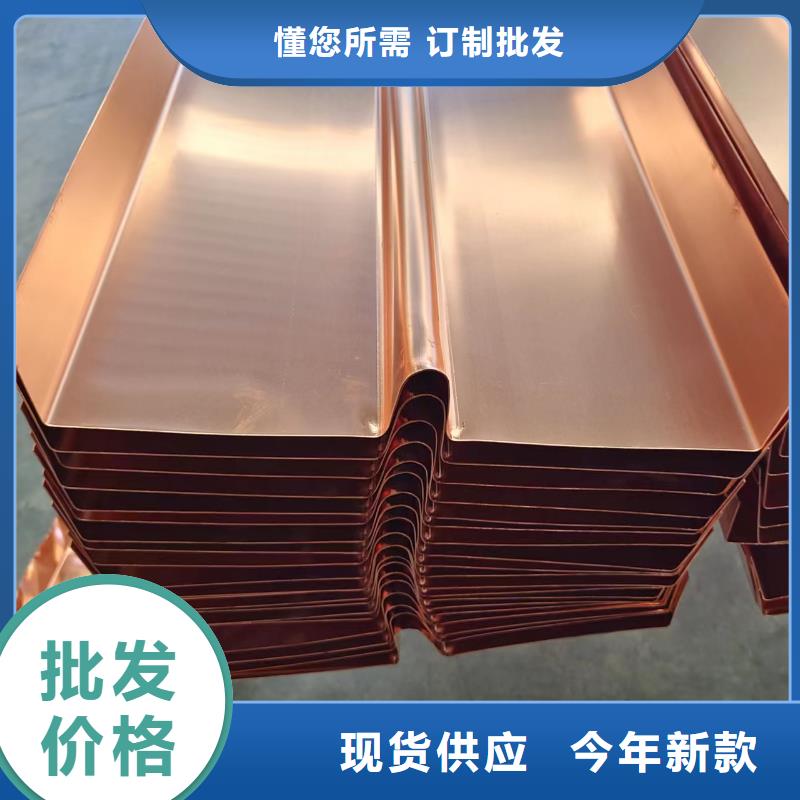
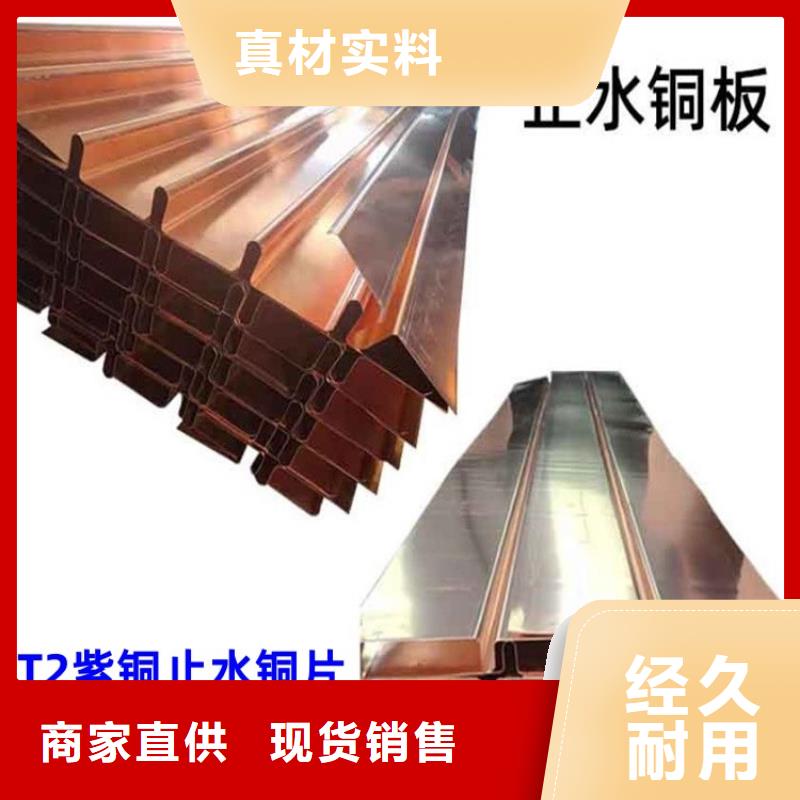
海西銅止水廠家支持定制
止水銅片止水銅板進行成型加工過程中可能會出現表面起皮的現象,海西止水銅片表面起皮為板帶材表面局部或呈帶狀破裂翻起使帶材表面的完整性和光潔性受到破壞。起皮一般沿軋制方向呈連續或斷續分布并在起皮處可以觀察到金屬皮與金屬基體之間較為光滑無黏結有時存在污染物、夾雜等。引起起皮的原因主要為鑄錠本身存在組織缺陷如氣孔、夾雜(渣)等.另一方面熱軋壓合及當軋件表面在前工序受到外來物損傷如磕碰傷、雜物壓入等在后續加工過程中造成金屬流動出現斷續而造成。對于鑄錠內部組織缺陷板帶厚度越小起皮越容易暴露;同時起皮料經過進一步軋制會出現壓漏或孔洞現象。 銅片止水加工生產過程中,應保持平整,表面的浮皮、銹污、油漬均應干凈。如有砂眼、釘孔、裂紋應予焊補。現場接長宜用搭接焊。搭接長度應不小于20mm,且應雙面焊接(包括“鼻子”部分)。經試驗能夠保證質量亦可采用對接焊,但均不得采用手工電弧焊。 保證焊接接頭表面的光滑、無砂眼或裂紋,不滲水。在工廠加工的接頭應抽查,抽查數量不少于接頭總數的20%。在現場焊接的接頭,應逐個進行外觀和滲透檢查合格。焊材需采用止水銅板母材的剪條,將脫氧劑放在焊粉中,焊粉采用氣劑301。 焊接火焰選用中性焰:氧化焰會使熔池氧化,在焊縫中形成脆性的氧化亞銅;碳化焰則會產生一氧化碳和氫氣,進入焊縫形成氣孔。焊前首先將焊件預熱:預熱溫度為400~500℃。由于高溫銅液容易吸收氣體,是焊縫金屬產生多孔性的缺陷,同時,焊縫熱影響區的晶粒粗大,還會使焊接接頭的力學性能降低,所以焊縫的焊接層數越少越好,焊接時采用單道焊。焊后捶擊焊接接頭,使金屬晶粒變細,從而提高其力學性能。 銅片止水安裝也需嚴格按照標準執行,不得在表面上打孔,避免歪曲變形或其他損壞,安裝時,其中線應與縫中線重合,其差錯不大于±5mm,兩邊平段歪斜差錯紫銅止水不大于±5mm應對鼻子部分進行加固固定,防止澆灌混凝土時發生移位、偏離等情形。止水銅板安裝澆灌過程中,應安排值班技術人員全程監工,注意檢查止水片變形偏移情況,如有偏移,應立即予以糾正。混凝土澆灌人員應加強對紫銅止水片周邊砼的平倉、振搗,防止骨料集中或欠振、漏振。振搗時振搗器不得觸及止水片,并保持30cm以外的距離。 不得使用變形、裂紋和撕裂的聚氯乙稀(PVC)或橡膠止水帶,銅止水片與橡皮止水的連接一般為垂直連接,連接方法采用氯丁膠粘接,粘接長度大于70MM,粘接前,將橡皮止水的凸起割掉形成平面,用手挫打毛,然后將粘接面涂上氯丁膠進行粘接,粘接必須牢固,防止裂縫。粘接后,將表面用螺栓加鐵板進行固定。




<海西>金鴻耀工程材料有限公司位于“海西之鄉”的海西,公司擁有一支從事海西產品研發、設計、制造的技術隊伍,技術力量雄厚。
公司長期專注于海西設計制造,以“產品就是人品”、“真材實料“為行為準則,建立起完善的質量管理體系,以精密制造、精細管理、精心服務贏得了國內外市場信賴。 在用戶心目中樹立了高品質海西重服務的形象。
公司恪守“用心管理,精心制造,放心使用,熱心服務”的質量方針,堅持以誠取信、以人為本,俱榮同生、合作共贏原則,與客戶共同發展,共創輝煌!

