


您可能對(duì)海東本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-19 20:53:34 瀏覽次數(shù):3 公司名稱:聊城 大金鋼管制造有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 4.5/米 |
| 發(fā)貨期限 | 1-3天 |
| 供貨總量 | 9999 |
| 運(yùn)費(fèi)說(shuō)明 | 電聯(lián) |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 大金鋼管 |
| 發(fā)貨城市 | 山東聊城 |
| 產(chǎn)品產(chǎn)地 | 山東聊城 |
| 可售賣(mài)地 | 全國(guó) |
| 適用領(lǐng)域 | 金屬制品,機(jī)械制造 |


")
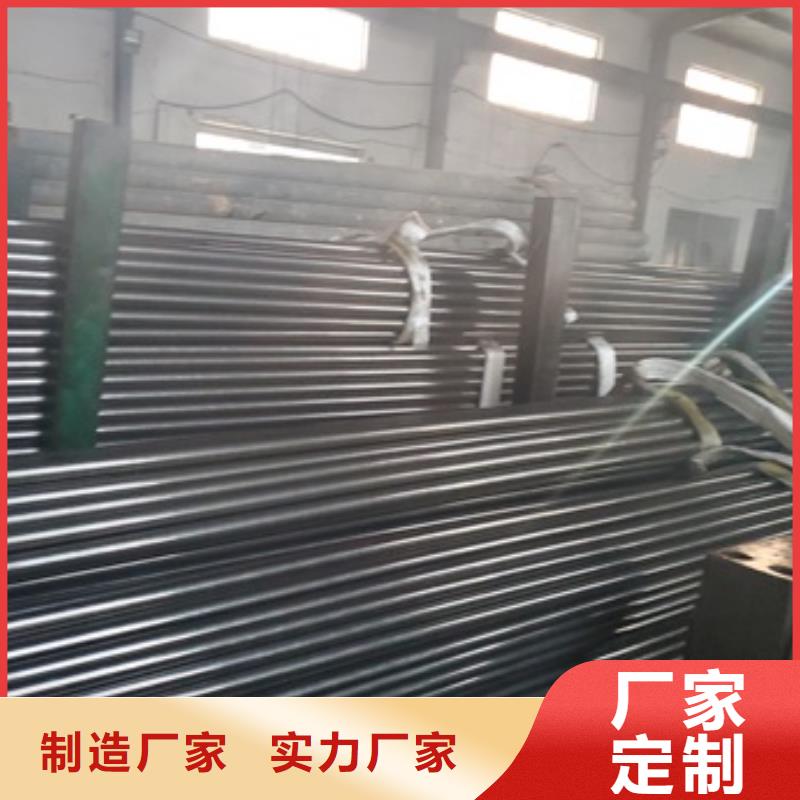
海東精密管的原料是海東精密管坯,海東精密管胚要經(jīng)過(guò)切割機(jī)的切割加工成長(zhǎng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200℃。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問(wèn)題.海東精密管坯出爐后要經(jīng)過(guò)壓力穿孔機(jī)進(jìn)行穿空。一般較常見(jiàn)的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,海東精密管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過(guò)錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑長(zhǎng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(jī)(或水壓實(shí)驗(yàn))進(jìn)行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問(wèn)題,將被探測(cè)出。鋼管質(zhì)檢后還要通過(guò)嚴(yán)格的手工挑選。鋼管質(zhì)檢后,用油漆噴上編號(hào)、規(guī)格、生產(chǎn)批號(hào)等。并由吊車(chē)吊入倉(cāng)庫(kù)中。 海東精密管分熱軋和冷軋(撥)海東精密管兩類。
")
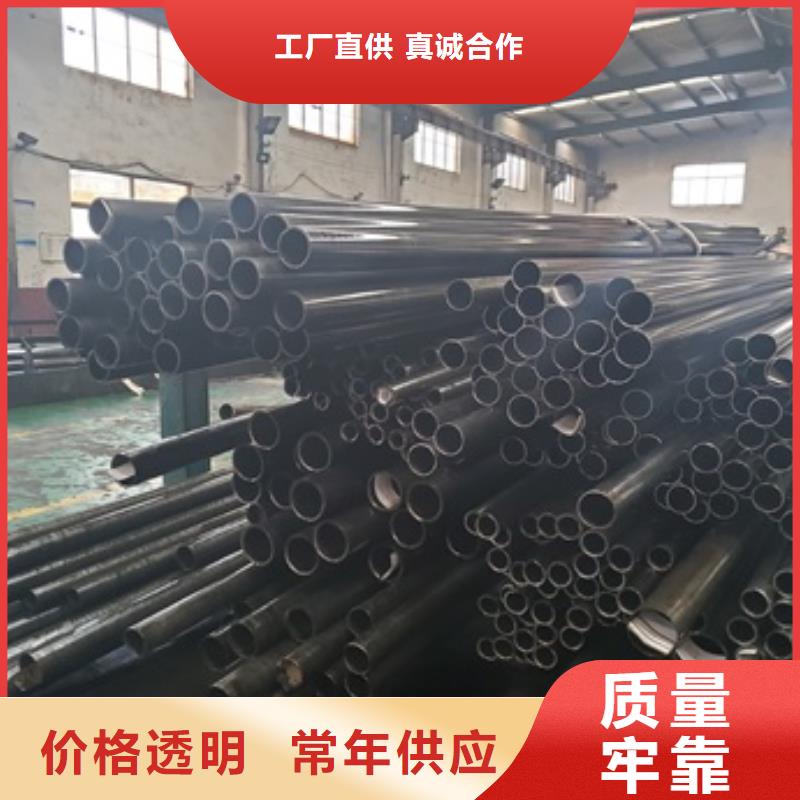
在海東精密管的熱處理過(guò)程中,淬火過(guò)程產(chǎn)生的廢品率往往較高,這主要是由于淬火過(guò)程中形成較大 的熱應(yīng)力和組織應(yīng)力所致。此外,由于海東精密鋼管固有的冶金缺陷,選材不當(dāng),材質(zhì)錯(cuò)誤,設(shè)計(jì)中的 結(jié)構(gòu)工藝差、冷熱加工過(guò)程中形成的缺陷等,容易在調(diào)質(zhì)過(guò)程中產(chǎn)生。因此對(duì)零部件淬火、回火后 的缺陷必須進(jìn)行系統(tǒng)的分析和研究。 A.淬火變形與淬火裂紋 在實(shí)際生產(chǎn)中,應(yīng)該根據(jù)淬火變形與 淬火裂紋的形成原因采取有效的措施。 海東精密鋼管熱處理盡量做到均勻加熱及正確加熱:工件形 狀法扎或截面尺寸相差懸殊時(shí),常因加熱不均勻而變形,為此,工件在裝爐前,對(duì)不需淬硬的孔及 截面突變處,應(yīng)采用石棉繩堵塞或綁扎等辦法,以改善其受熱條件,對(duì)一些薄壁圓環(huán)等易變形零件 ,可設(shè)計(jì)特定淬火劑夾具。這些措施既有利于加熱均勻,又有利于冷卻均勻。
")
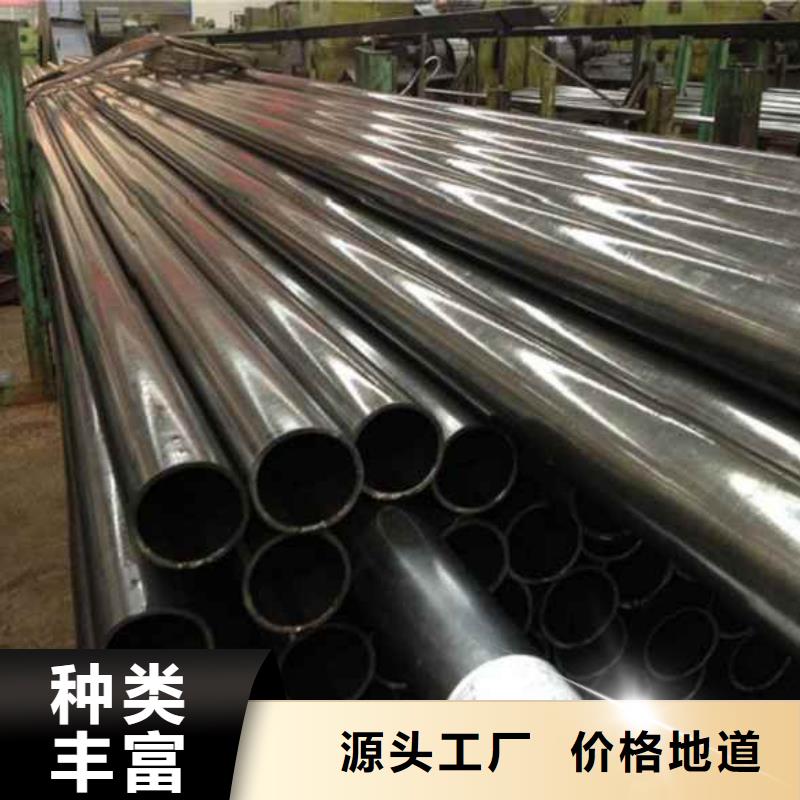
海東精密管和精密無(wú)縫鋼管及精密光亮管,軸承鋼管海東精密鋼管生產(chǎn)鋼管牌號(hào)有哪些? 熱軋海東精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經(jīng)步進(jìn)式加熱爐加熱,高壓水除0后進(jìn)入粗軋機(jī),粗軋料經(jīng)切頭、尾、再進(jìn)入精軋機(jī),實(shí)施計(jì)算機(jī)控制軋制,終軋后即經(jīng)過(guò)層流冷卻和卷取機(jī)卷取、成為直發(fā)卷.直發(fā)卷的頭、尾往往呈舌狀及魚(yú)尾狀,厚度、寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷.其卷重較重、鋼卷內(nèi)徑為了6口mm.將直發(fā)卷經(jīng)切頭、切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品.熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷.
<海東>大金鋼管制造有限公司")
")