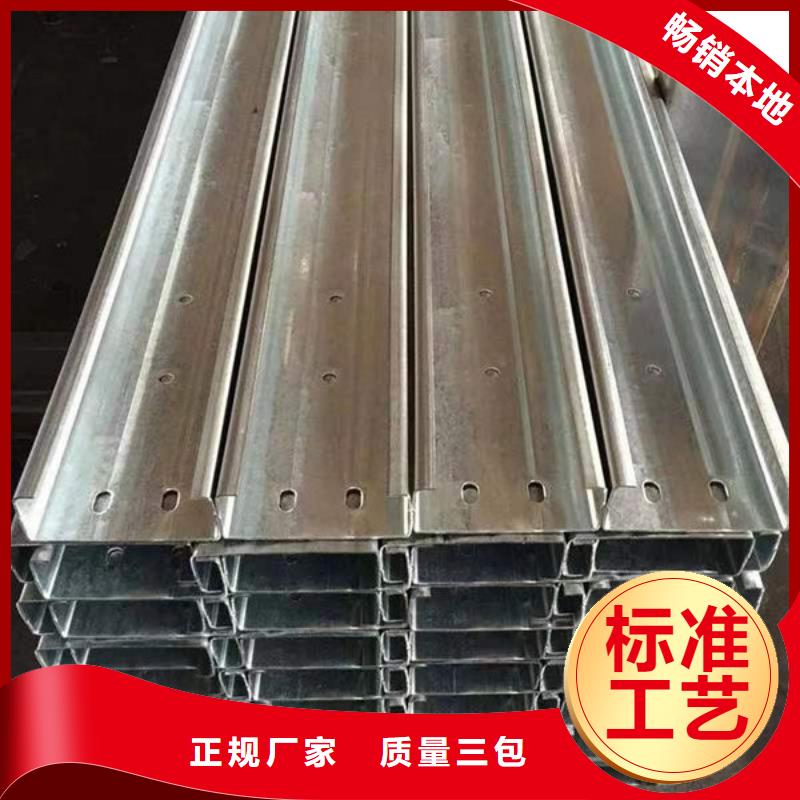




螺紋鋼材常用的分類方法有兩種:一是以幾何形狀分類,根據橫肋的截面形狀及肋的間距不同進行分類或分型,如英國標準(BS4449)中,將螺紋鋼分為 Ⅰ型、Ⅱ 型。這種分類方式主要反應螺紋鋼的握緊性能。二是以性能分類(級),例如我國現行執行標準,螺紋鋼為(G B1499.2-2007)線材為1499.1-2008)中,按強度級別(屈服點/抗拉強度)將螺紋鋼材分為3個等級;日本工業標準(JI SG3112) 中,按綜合性能將螺紋鋼分為5個種類;英國標準(BS4461)中,也規定了螺紋鋼性能試驗的 若干等級。此外還可按用途對螺紋鋼進行分類,如分為鋼筋混凝土用普通鋼筋及預應力鋼筋 混凝土用熱處理鋼筋等。
方管在加工時總共分為六步,哪六步呢?一、不銹鋼彎頭變厚壁方管,每個方管鋼材的長度方向會使厚壁發生變化;二、加工方管的斷面,將圓形斷面變為方形、橢圓形、或多邊形等;三、帶封底或卷邊類的方管,增加管端總力度向管的內側或外側卷邊;四、不銹鋼材彎頭變成直徑方管,將管端或管上某一部分直徑減小;五、不銹鋼彎頭彎曲方管,我們在日常生活中接觸比較多的就是將直管變為不同半徑的彎管;六、帶圓緣和凸緣的方管,圓緣的方管指的就是管的圓周方向形成凹槽的或隆起的方管。帶凸緣方管指的是管子端部向外凸或內側!
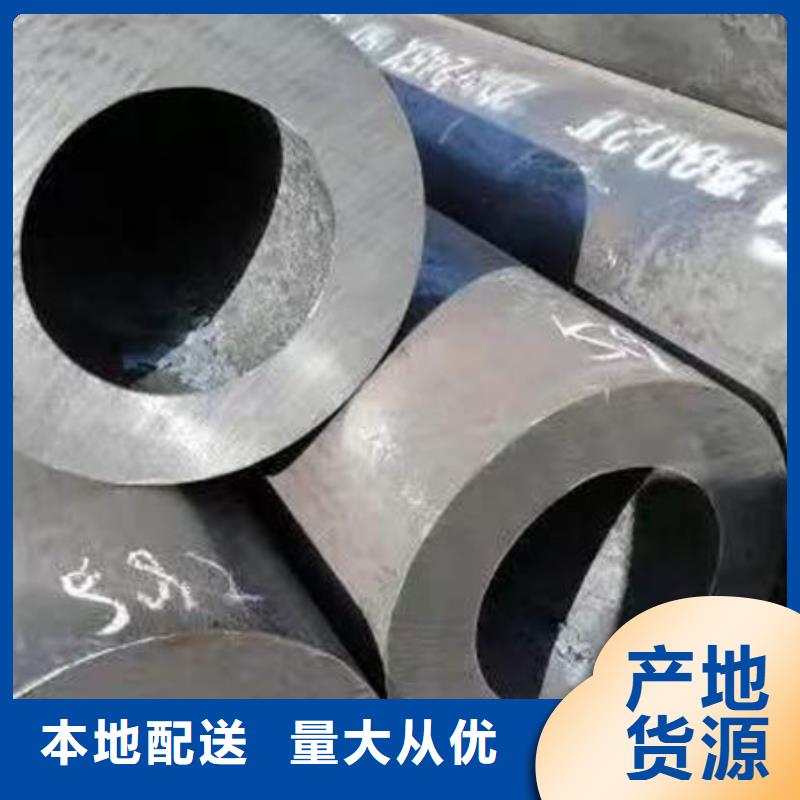
螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。螺旋鋼管若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了鋼材焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。
承插式涂塑鋼管_環氧粉末防腐鋼管_給排水防腐螺旋鋼管-萬榮管道涂塑無縫鋼管工藝流程:1、涂料進廠經質量檢驗合格直接進入靜電噴涂,不合格退回廠家;2、鋼管進廠經質量檢驗合格進行管口處理,首先對管口毛刺及焊縫磨平(焊筋高度不能超過0.5mm);3、涂塑無縫鋼材管管口處理完畢進入酸洗(一般用濃度不超過30%的鹽酸,在酸洗池浸泡3分鐘以上),對于口徑大于DN800以上可以直接進行噴砂除銹即可;4、酸洗完畢進入磷化,首先將經酸洗后鋼管立即水平放入磷化池浸泡,取出磷化池。目的使鋼管表面產生一層磷化膜,短時間內不易被氧化,避免再次生銹。