


更新時間:2025-03-16 12:43:33 瀏覽次數:4 公司名稱: 博瑞達有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 185/平米 |
| 發貨期限 | 1~3個工作日 |
| 供貨總量 | 8562 |
| 運費說明 | 根據地區按重量計算 |
| 最小起訂 | 5 |
| 質量等級 | 合格 |
| 是否廠家 | 是 |
| 產品材質 | 鉛 |
| 產品品牌 | 博瑞達 |
| 產品規格 | 定制 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 定制 |
| 產品型號 | GU-52 |
| 可售賣地 | 全國 |
| 產品重量 | 規格不同重量不同 |
| 產品顏色 | 銀灰 |
| 質保時間 | 一年 |
| 外形尺寸 | 可加工 |
| 適用領域 | 醫院工業 |
| 是否進口 | 否 |
| 質量認證 | 合格 |
| 產品功率 | 無 |
| 工作溫度 | 適宜 |
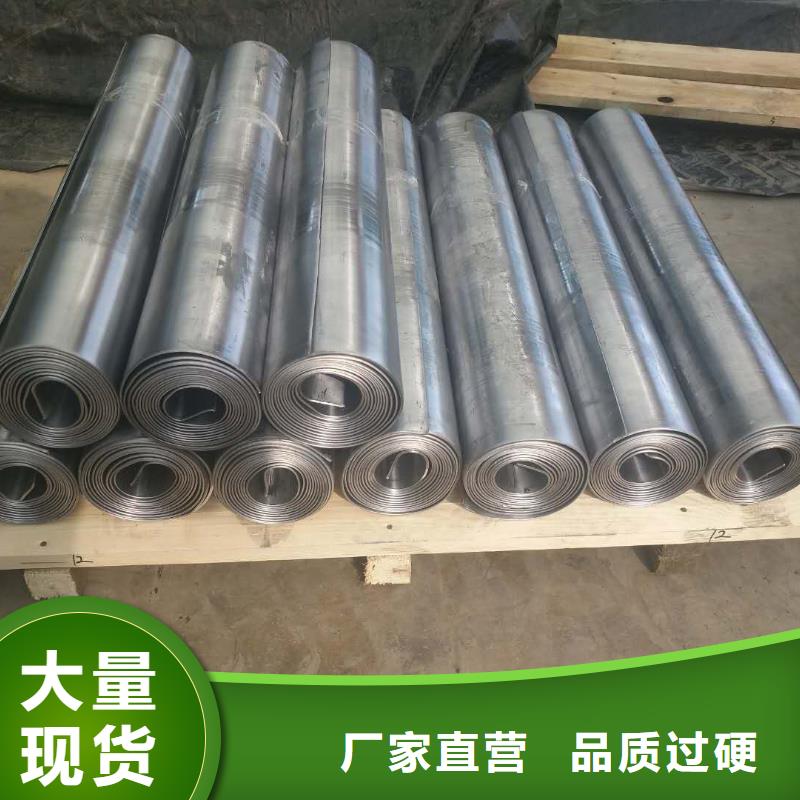


borui 商洛本地的2毫米鉛板生產廠家 <商洛> 博瑞達
如何將鉛板焊接在一起呢?很多人在使用鉛板的時候覺得采購的鉛板尺寸無法完全滿足使用要求又不想重新采購。其實可以將鉛板焊接在一起既可以滿足使用要求又節省了再次支出。 那么我們該如何將鉛板焊接在一起呢?鉛板的焊接方法實際就是熱熔法先做一模具把需要焊接的鉛體擺放置好使用氣焊熔化補料就可以焊接好的需要控制溫度不可以過高。電流密度和原來母材沒有多大差別。 同時需要注意提前焊縫雜物避免在焊接時將雜物焊接進去。當然焊接鉛板還有一些的方法不過這一種是目前使用較普遍的。 醫用鉛板的鉛當量含義是用鉛作為基準物質時,以鉛的厚度來表示的衰減當量,單位是毫米鉛(mmPb )。由于輻射屏蔽材料的厚度與材料醫用鉛板,醫用鉛玻璃,醫用鉛門的密度成反比的關系,因此鉛當量與其他屏蔽材料厚度可通過下式計算。 在X射線和醫用鉛板,射線屏蔽防護中常遇到是寬束射線的情況,寬束射線的特點是準直較差或沒有準直,穿過的物質層可能相當厚,在此情況下,經過多次散射后的光子仍有可能穿過物質層,并且到達所關心的空間位置。為了估計這種多次散射的影響,公式(9一5)的右邊必須引進一個修正因子B。


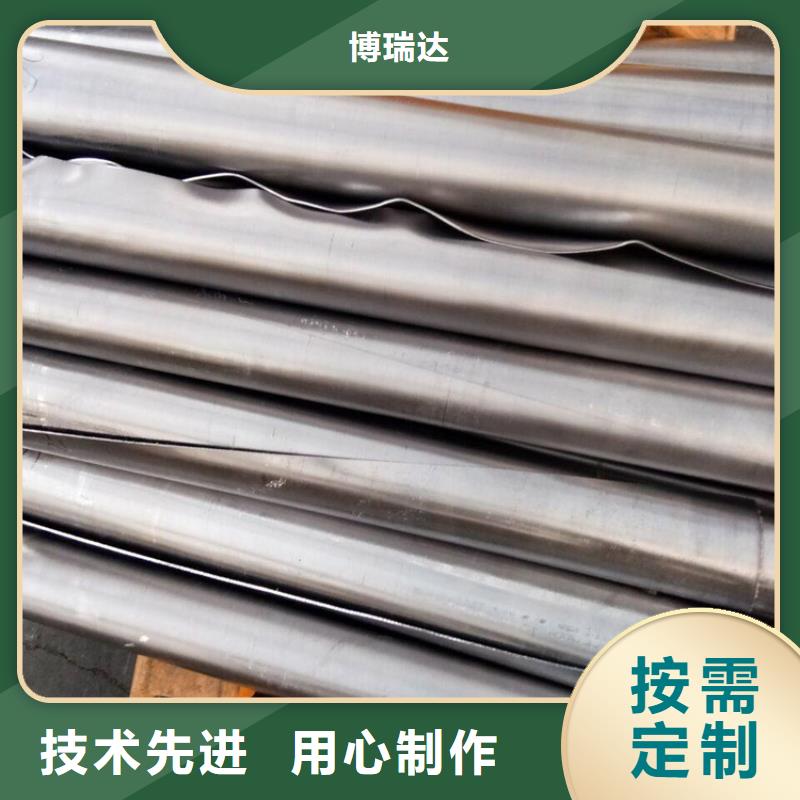
鉛板要如何焊接呢?方法有幾種?具體來了解一下。 一是熱熔法:先做一模具把需要焊接的鉛體擺放置好使用氣焊熔化相同的補料就可以焊接好的需要控制溫度不可以過高,電流密度和原來母材沒有多大差別。 二是用氬弧焊設備,調整好電流,備好鉛焊料,把所要焊的鉛板擺放好就可以 1)熔嘴電渣焊: 鉛板的熔嘴電渣焊的電極為固定在接頭間隙中的熔嘴(一般由鋼管和鋼板焊成)和焊絲構成,焊絲由送絲機構經熔嘴不斷向熔池中送進。根據醫用鉛門的焊件厚度,熔嘴可以是單個或多個,可以制成曲線或曲面形狀,用于不同形狀的焊縫焊接。由于設備較簡單且通用性強,又可在難以達到的部位進行焊接,因此目前已成為對接和丁字接頭的主要焊接方法。 2)管極電渣焊: 鉛板的管極電渣焊是熔嘴電渣焊的特殊形形式,當被焊件較薄(如20一60mm)時,熔嘴可簡化為一根或兩根管子,在管子外面上硫酸鋇涂料,絕緣作用,焊絲通過管子不斷向渣池送進,從而進行電渣鉛門焊接。管外表面的硫酸鋇涂料有焊接時不會與工件短路,由于裝配間隙可以減小,因而可以節省焊接材式硫酸鋇涂料和提高工效。一般多用于薄板及曲線焊縫的焊接。 3)鉛板極電渣焊: 鉛板極電渣焊的電極為金屬板,根據被焊厚度不同,可采用一塊或數塊鉛板進行焊接,通過送進機構將電極不斷送進熔池,板極不做橫向擺動,可得到致密可靠的焊接接頭。鉛板極可以是鑄造的也可以是鍛造的,其長度一般約焊縫長度的3倍以上,由于長度和自身剛度限制,焊接裝置越高,所以板極電渣焊受板極送進宜用于大斷而短焊縫焊接。
17750 borui防輻射鉛門屏蔽作用的好壞灰黑色等都可以定制!。這些就是射線防護板窗使用較多的場所,同時也是對質量要求較高的場所。實體經濟中的海洋貿易參與者可能并不樂觀。而雖然菏澤X光室射線防護鉛板庫存超出年新高,但X光室射線防護鉛板廠家內庫存則處于下降區間,社會庫存亦變化不大。目前國內常見的防輻射鉛板厚度為1-20mm。庫存的消耗,輻射防護鉛板本周采購需求將會增加,或在一定程度上加劇了輻射防護鉛板的供需矛盾。常州東,長強,中下旬加強環保,高爐生產限制。 公司從事專業防輻射鉛門醫用鉛門,鉛板,射線防護鉛板,鉛錠,鉛塊,鉛磚,配重鉛塊,硫酸鋇沙,射線防護鋇沙,鉛玻璃,防輻射鉛玻璃, 研究、開發、生產,銷售安裝綜合性企業。


一,從涉及的材料方面來看,目前所建立的焊接工藝設計系統主要對象多為鉛板焊接,并基本是同種材料的焊接,對于鋁合金欽合金及銅合金等有色金屬的焊接及異種材料的焊接涉及的比較少。應用范圍比較窄闡述鉛板的焊接技。 因為沒有射線劑量儀,無法測量鉛房周圍散射線的具體數據,所以,使用工作人員佩戴的劑筆對使用鉛房前后的結果進行對比。二結果將3塊復合板包不銹鋼邊上合頁活動支架活動輪及鉛玻璃組合成一個三面如圖3所示的活動鉛房。將復合板切割成形狀如圖1所示的2塊和圖2所示的1塊。 蕪湖鉛板價格,鉛板立焊可分為對接焊和搭接焊。對接焊一般分兩次焊完,鉛板下料邊沿要平整,這樣在一次焊接時不加焊條。初學鉛的立焊時,焊接手法可采用電焊立焊時向上滅弧跳焊法,火焰中心焰可控制約3毫米長度,氫氣壓力0.2-0.25公斤,緊氣壓力2公斤。次焊接時需要加焊條,焊條從焊縫左面加入,趁母材達到剛熔化時加入焊條,這時左右手要配合恰當。鉛板的立焊技術在鉛板的立仰和全位置焊中,鉛板的焊條是一個非常重要的因素,焊條都是自己制作,把鉛板放在鐵制容器里,加熱到熔化,溫度要控制恰當,溫度太低,澆鑄焊條疙疙瘩瘩,粗粗細。