


懷化16mn油缸管價(jià)格優(yōu)惠 <懷化>九冶管業(yè)有限公司
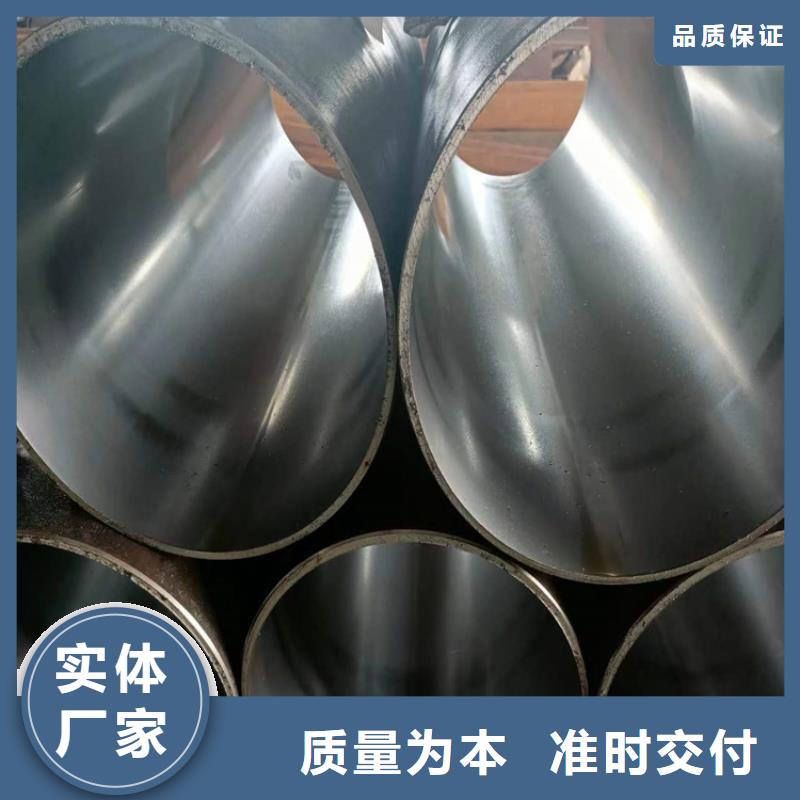
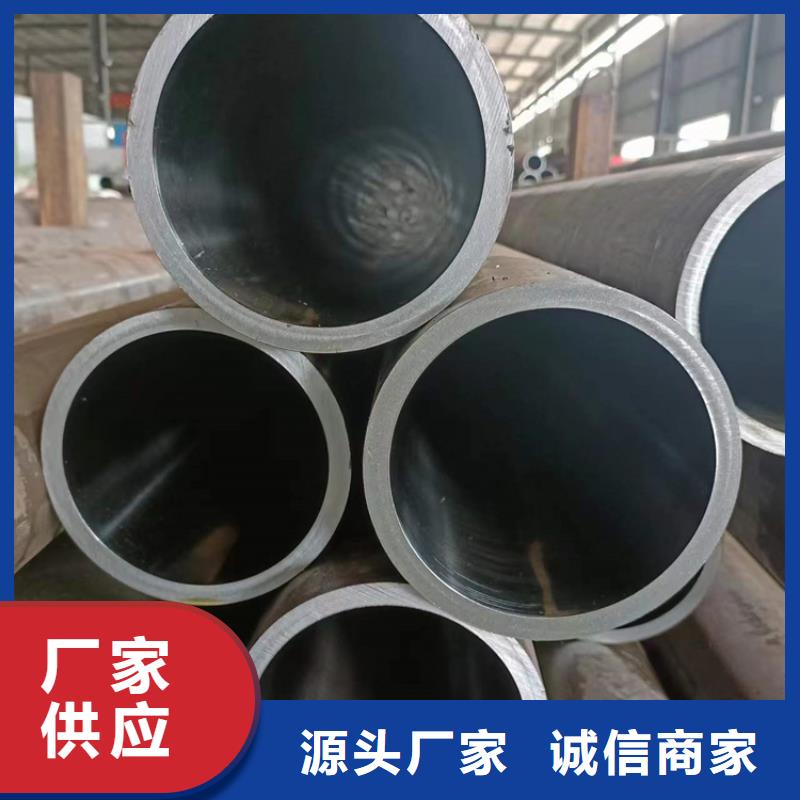
薄壁氣缸管的日常工作原理主要是通過砂帶上的沙粒產(chǎn)生一定的壓力,在一定轉(zhuǎn)速之下進(jìn)行的表面研磨。通過砂帶的上下移動(dòng)對工件的上下表面來回磨削,達(dá)到一定效果。當(dāng)然在研磨過程中要不斷的加潤滑油,進(jìn)行冷卻,以免影響工件表面加工質(zhì)量。這樣得到的工件只是粗加工的工件,想要更好精度的產(chǎn)品還需進(jìn)行精加工處理薄壁氣缸管和拋光管的區(qū)別絎磨其實(shí)也是拋光的一種方式不過絎磨只是專用在對圓孔的拋光方面。絎磨管拋光可以是對任何一種形狀的物體表面進(jìn)行粗糙度的精加工;內(nèi)形或者外形都可以進(jìn)行拋光,而絎磨只是對圓孔進(jìn)行拋光。絎磨有專用的絎磨頭,上面裝上各種粗細(xì)的油石對內(nèi)孔的表面進(jìn)行拋光。絎磨并不能改變內(nèi)孔與外形的同軸度或者孔對外形的相對位置,只是順著孔的軸線對孔的內(nèi)表面進(jìn)行拋光,使孔的尺寸達(dá)到工藝的要求。
格優(yōu)惠")
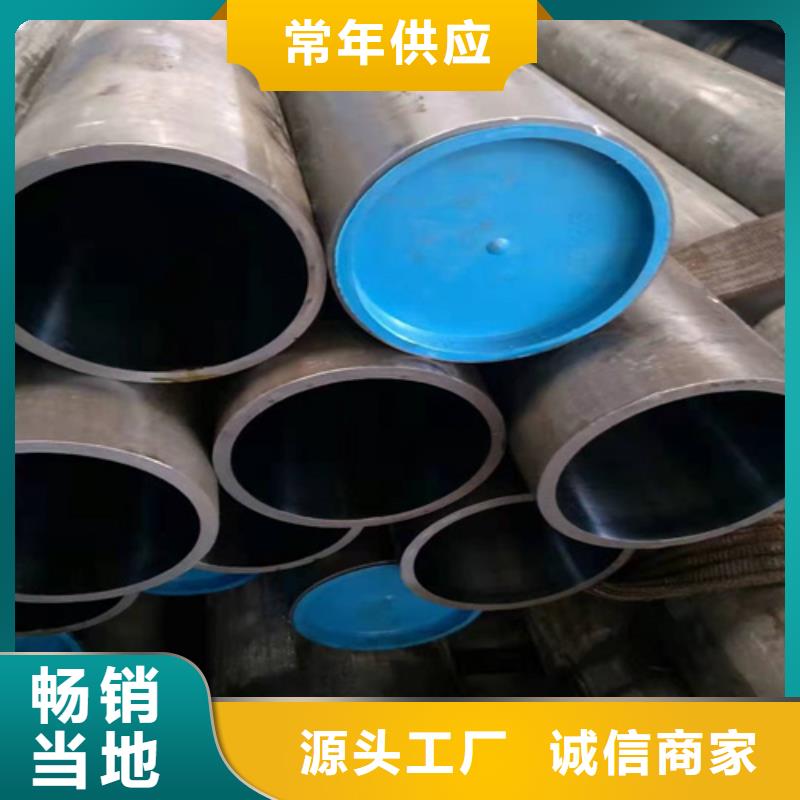
厚壁油缸管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴(kuò)展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴(kuò)大,因而提高絎磨管疲勞強(qiáng)度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了厚壁油缸管內(nèi)壁的耐磨性,同時(shí)避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)薄壁氣缸管內(nèi)表面磨損處理方法 薄壁氣缸管存在較深縱向拉痕的,按照實(shí)物進(jìn)行測繪,由專業(yè)生產(chǎn)廠俺珩磨管制造工藝重新生產(chǎn)進(jìn)行更換,近資料顯示,可運(yùn)用TS311減磨修補(bǔ)修復(fù)珩磨管。
格優(yōu)惠") 懷化16mn油缸管價(jià)格優(yōu)惠
懷化16mn油缸管價(jià)格優(yōu)惠
在多點(diǎn)上測定軋制后的鋼管圓周方向上的壁厚,絎磨管根據(jù)其測定結(jié)果,至少分別控制芯棒式無縫管軋機(jī)的終軋制機(jī)座上的軋輥各個(gè)軸的兩端位置,以便使壁厚不均達(dá)到小。一般高壓合金管用普通碳素鋼、優(yōu)質(zhì)碳素鋼、普通低合金鋼和合金結(jié)構(gòu)鋼制造,用于制作輸送液體管道或制作結(jié)構(gòu)、零件用。高精密珩磨管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,高精密珩磨管承受的壓力范圍較大。通常鋼管長度,熱軋管為3-12.5m,冷拔(軋)管為1.5-9m。在使用之前必須先檢查是否有異狀,如外觀變形,接頭是否有壓緊,而雙頭彈簧(橡膠套)必須套進(jìn)接頭處,是保護(hù)接頭處與高精密珩磨管的脆弱處也可避免收管時(shí)成90度或180度的折損,而產(chǎn)生使用時(shí)容易爆管或漏劑之情形。