


更新時間:2025-01-23 00:54:40 瀏覽次數(shù):3 公司名稱: 九冶管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 6000/噸 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運(yùn)費(fèi)說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質(zhì)量等級 | 正品 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20# |
| 產(chǎn)品品牌 | 九冶 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 過磅 |
| 產(chǎn)品顏色 | 金屬色 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 機(jī)械加工 油缸 |
| 是否進(jìn)口 | 否 |


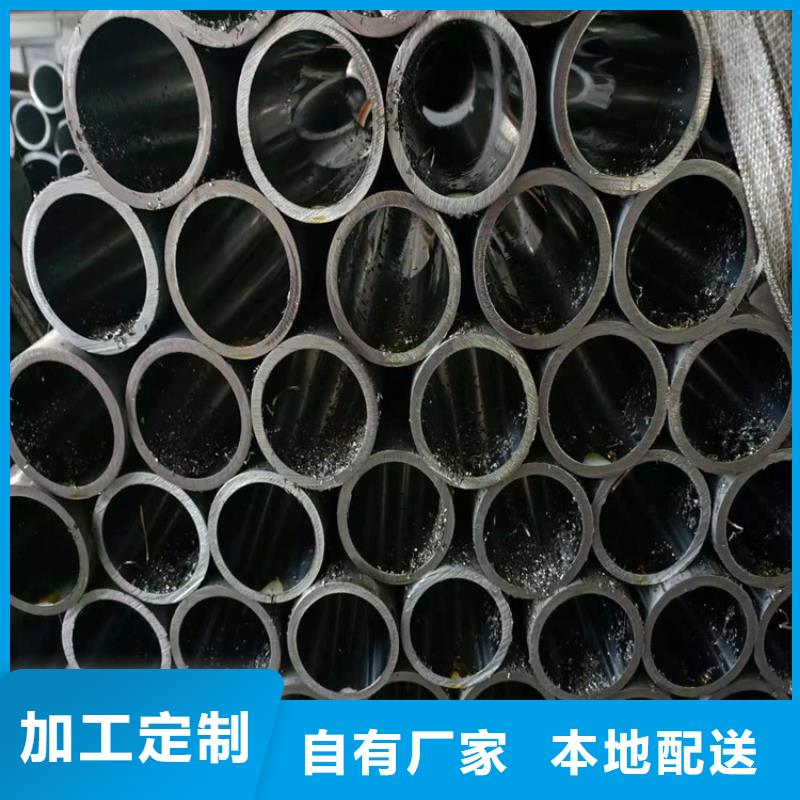


河北廊坊市油缸管 <廊坊>九冶管業(yè)有限公司
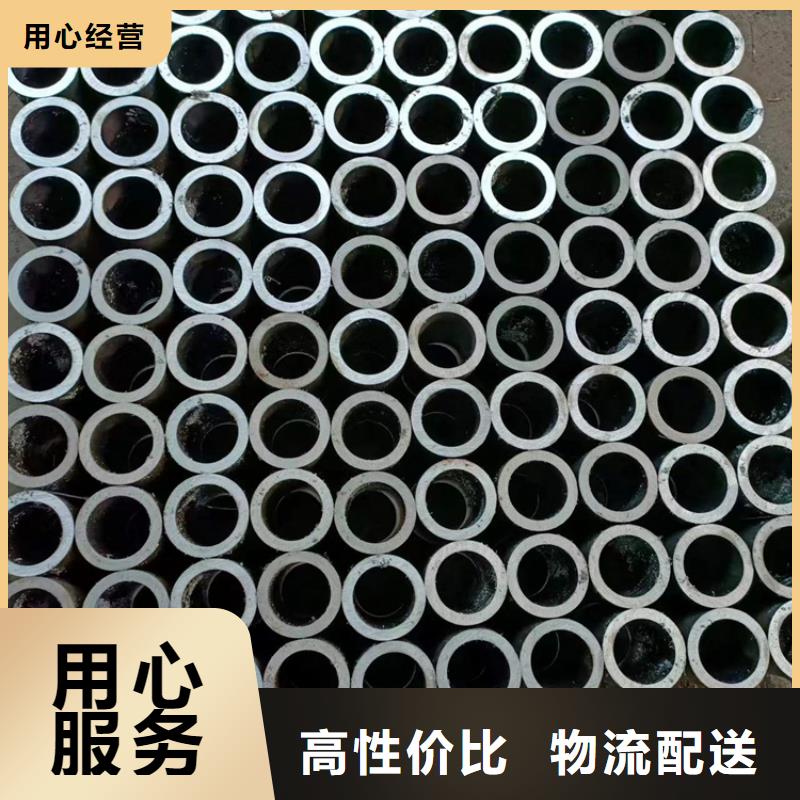
但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發(fā)生偏磨,使得襯套單邊受力,導(dǎo)致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內(nèi)徑接觸,其理想的設(shè)計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質(zhì)量至關(guān)重要,而裝配間隙應(yīng)以支承襯套來調(diào)整,才能符合實(shí)際要求而達(dá)到理想的作業(yè)效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強(qiáng)度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩(wěn)定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強(qiáng)度、沖擊韌性、剛度、疲勞強(qiáng)度、抗蠕變性能和尺寸穩(wěn)定性等等,但就是加熱易分解,成型困難。
 <廊坊>九冶管業(yè)有限公司
<廊坊>九冶管業(yè)有限公司
絎磨管加工工藝原理絎磨管的加工是采用滾壓加工,珩磨管鋼管表面留有的應(yīng)壓力,對于表面微小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產(chǎn)生和擴(kuò)大,這樣加強(qiáng)了絎磨管的抗壓強(qiáng)度。通過滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產(chǎn)生的燒傷。滾壓后的表面粗糙度大大減小,提高了絎磨管的配合性。所謂滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使表面的不平整度碾平,從而達(dá)到改變表面結(jié)構(gòu)、機(jī)械特性、性質(zhì)和尺寸的終目的。這種滾壓加工技術(shù)是磨削無法做到了,同時滿足光整加工和強(qiáng)化的要求。
 河北廊坊市油缸管
河北廊坊市油缸管
河北廊坊市油缸管
河北廊坊市油缸管