服務(wù)熱線:13298459090

您可能對衢州本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-06 14:27:23 瀏覽次數(shù):1 公司名稱:許昌 建貿(mào)機(jī)械設(shè)備有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 26000 |
| 發(fā)貨期限 | 24h |
| 供貨總量 | 999 |
| 運(yùn)費(fèi)說明 | 包郵 |
| 最小起訂 | 1 |
| 質(zhì)量等級 | 特級 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 鋼 |
| 產(chǎn)品品牌 | 河南建貿(mào) |
| 產(chǎn)品規(guī)格 | JMRLJ-3000 |
| 發(fā)貨城市 | 河南長葛 |
| 產(chǎn)品產(chǎn)地 | 河南長葛 |
| 產(chǎn)品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 3.5t |
| 質(zhì)保時(shí)間 | 一年 |
| 設(shè)備名稱 | 鋼筋籠繞筋機(jī) |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機(jī)重量 | 3500KG |
| 安裝尺寸 | 16*5M |


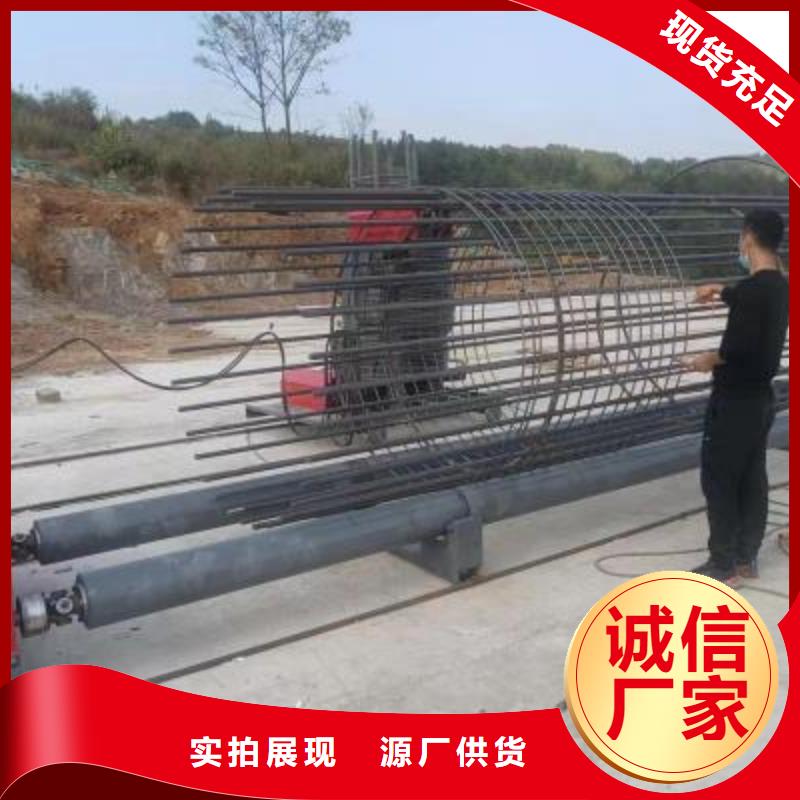


鋼筋籠主筋通過自動(dòng)上料到分料架;分料架的主筋需人工穿過固定盤導(dǎo)管到達(dá)移動(dòng)盤導(dǎo)管,并經(jīng)過電動(dòng)工具將主筋固定在移動(dòng)盤導(dǎo)管上;盤筋(繞筋)經(jīng)過矯直器后焊接在主筋上;然后開始正常焊接,固定盤及移動(dòng)盤同步旋轉(zhuǎn)且移動(dòng)盤按照預(yù)先設(shè)定的速度(行走速度可根據(jù)操作工人的熟練程度經(jīng)行調(diào)整)前進(jìn),同時(shí)進(jìn)行焊接,從而生產(chǎn)出成品鋼筋籠。引進(jìn) 歐洲技術(shù),鋼筋籠直徑誤差可控制在1cm內(nèi);1米長度的鋼筋籠盤筋間距誤差可控制在5mm內(nèi);生產(chǎn)效率是人工制作鋼筋籠的3-4倍,設(shè)備操作工人只需要3-5人,生產(chǎn)出來的成品鋼筋籠主筋、盤筋間距均勻,焊點(diǎn)飽滿、牢固,可實(shí)現(xiàn)監(jiān)理免檢。?> 采用ABB、Panasonic等進(jìn)口電控元器件,確保設(shè)備運(yùn)行穩(wěn)定;鋼筋籠繞筋機(jī)
<衢州>建貿(mào)機(jī)械設(shè)備有限公司 衢州數(shù)控鋼筋籠繞筋機(jī)服務(wù)為先-河南建貿(mào)控鋼筋籠繞筋機(jī)服務(wù)為先-河南建貿(mào)")
控鋼筋籠繞筋機(jī)服務(wù)為先-河南建貿(mào)")
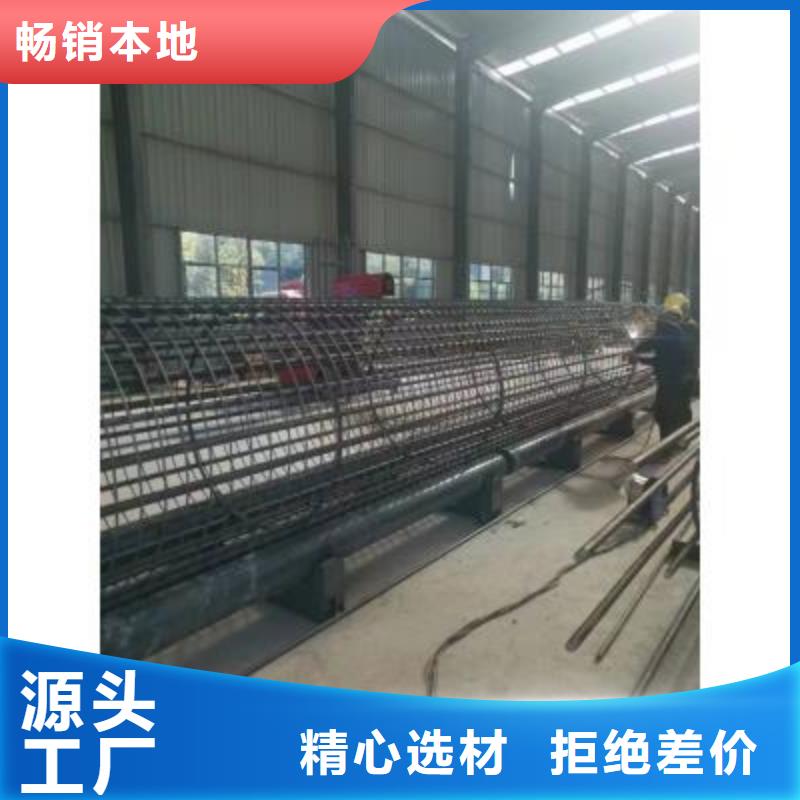
二、技術(shù)參數(shù)1、型號; TYGJL3000型 (按基本型配置)2、加工范圍;鋼筋籠直徑φ600---φ3000mm 長度12m3、繞筋線速;0---15.44、小車速度;0---1.38濟(jì)寧騰宇衢州鋼筋籠繞筋機(jī)生產(chǎn)廠家采用半自動(dòng)的方法去完成其繞筋成型整個(gè)工藝過程的專用機(jī)械裝備(亦可在膠輥上制作骨架) 5,膠輥電機(jī);Y90L-4 功率4kw6、小車電機(jī);Y90L-4 功率1.5kw7、整機(jī)質(zhì)量;3500kg 小車 15*1.3*1.59、安裝尺寸;16三 功能應(yīng)用 主機(jī);含機(jī)架、底座、膠輥、傳動(dòng)系統(tǒng)等。膠輥旋轉(zhuǎn)帶動(dòng)鋼筋籠轉(zhuǎn)動(dòng),按圖紙?jiān)O(shè)計(jì)間距,配合小車移動(dòng)纏繞箍筋成型。一般不建議在設(shè)備上進(jìn)行骨架制作,會(huì)影響生產(chǎn)線效率。需要在設(shè)備上制作骨架時(shí)(人員少,工作量不足,無機(jī)械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動(dòng)骨架轉(zhuǎn)動(dòng),可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設(shè)備,繼續(xù)進(jìn)行繞筋工作。還可在機(jī)器上點(diǎn)動(dòng)鋼筋籠,完成焊接機(jī)器上骨架制作過程;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。焊完一節(jié)主、箍筋,低速轉(zhuǎn)動(dòng)膠輥,抬第二根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將骨架旋轉(zhuǎn)在對面位置或錯(cuò)開幾根位置后再開始分度焊接,后補(bǔ)齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉(zhuǎn)反向。
控鋼筋籠繞筋機(jī)服務(wù)為先-河南建貿(mào)") <衢州>建貿(mào)機(jī)械設(shè)備有限公司
<衢州>建貿(mào)機(jī)械設(shè)備有限公司
控鋼筋籠繞筋機(jī)服務(wù)為先-河南建貿(mào)")
h)分離固定盤 向前移動(dòng)加工完成的鋼筋籠,使鋼筋籠和固定盤完全分離;
i)松筋 松開固定主筋和移動(dòng)盤的螺栓;
i)分離移動(dòng)盤 移動(dòng)加工好的鋼筋籠,使鋼筋籠和移動(dòng)盤完全分離;
k)卸籠 把加工好的鋼筋籠移離支撐架,并把鋼筋籠墊高覆蓋;
l)降下支撐架 降下支撐架使其歸位;
m)移動(dòng)盤歸位 移動(dòng)盤歸位,準(zhǔn)備生產(chǎn)下一節(jié)鋼筋籠。
鋼筋籠的安裝;鋼筋籠繞筋機(jī)鋼筋籠制作完后堆放在平整的地方以防變形;在運(yùn)輸過程中也應(yīng)采取措施保證其不變形不扭曲;必要時(shí)應(yīng)加固處理, 鋼筋籠在孔內(nèi)立焊時(shí),應(yīng)符合焊接標(biāo)準(zhǔn)。


