

云海旭金屬材料有限公司

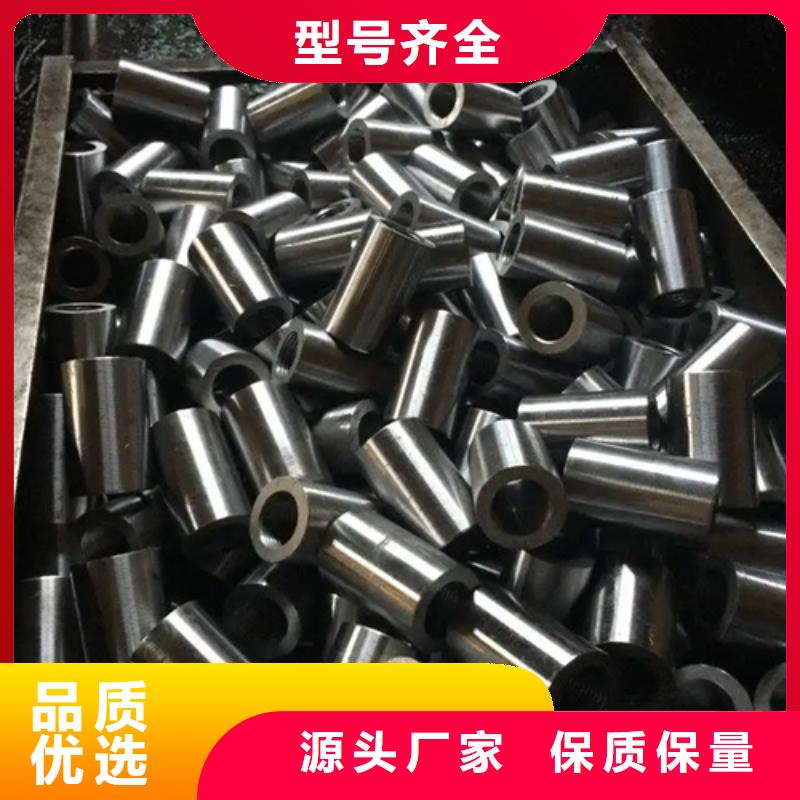
鋼筋套筒工藝操作要點1)鋼筋螺紋加工① 加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經(jīng)配套的量規(guī)檢查合格。② 加工鋼筋螺紋時,應采用水溶性切削潤滑液;當溫度低于0℃時,應摻入15%—20%亞硝酸鈉,不得用機油做潤滑液或不加潤滑液套絲。③ 操作人員應逐個檢查鋼筋絲頭的外觀質量并做出操作者標記。④ 經(jīng)自檢合格的鋼筋絲頭,應對每種規(guī)格加工量隨機抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數(shù)檢查,不合格絲頭應重加工,經(jīng)再次檢驗合格后可使用。⑤ 已檢驗合格的絲頭,應加以保護戴上保護帽,并按規(guī)格分類整齊待用。
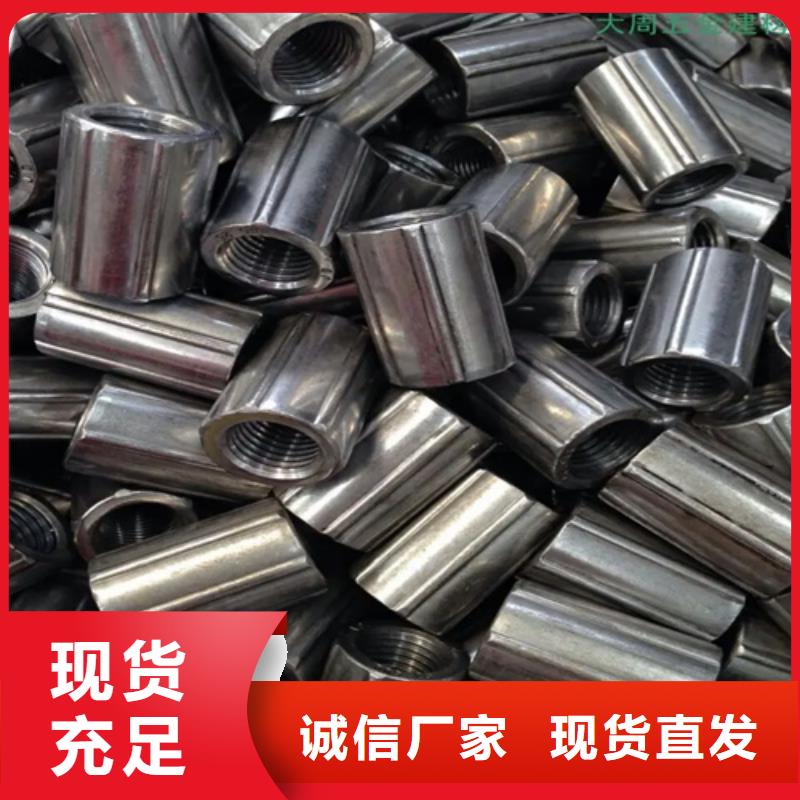
鋼筋套筒抗拉性能查看:(1)現(xiàn)場查驗以同標準、同等級、同材料、同一施工條件下完結的500個接頭為一查驗批,缺乏500個的也作一批。(2)對每一批查驗件中隨機抽取的三個試件進行鑒定,當3個試件的單向拉伸試驗成果均契合《JGJ107-96》中的要求,則該批接頭合格。(3)如有一個試件的抗拉強度不契合要求,應再取6個試件復檢,復檢時仍有一個不合格,則該批接頭不合格。(4)在正式施工前尚應進行現(xiàn)場條件下的揉捏銜接工藝試驗,試驗合格后方能正式施工,在施工中不同批次鋼筋出場前,也應進行工藝查驗。工藝查驗,每種標準試件不少于3根。查驗成果應契合規(guī)范《JGJ107-96》要求。

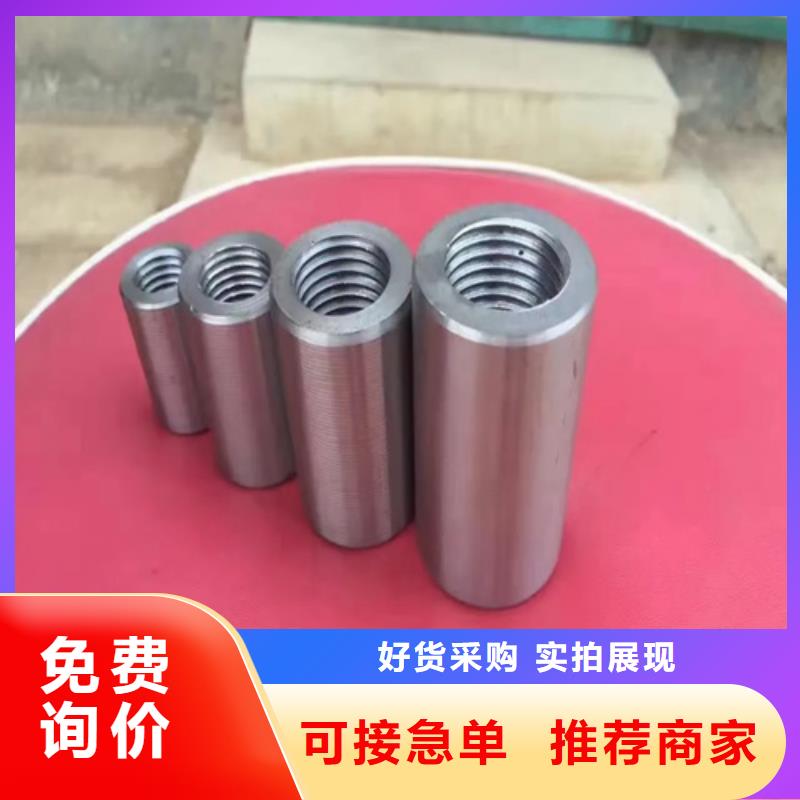
近十年來,我國在鋼筋套筒的機械連接技術方面取得了很大發(fā)展,其中擠壓連接做為一種新型機械式鋼筋連接措施,與傳統(tǒng)的搭接和焊接相比具有接頭性能可靠、質量穩(wěn)定、不受氣候及焊工技術水平的影響、連接速度快、、無明火、不需大功率電源、可焊與不可焊鋼筋均能可靠連接等優(yōu)點。通過在各類高層建筑、大跨結構、橋梁、水工結構、電視塔、核電站等多項重大工程中應用,套筒擠壓連接受到了普遍好評。我國的錐螺紋連接技術和國外相比還存在一定差距,突出的一個問題就是螺距單一,從直徑16~40mm鋼筋采用螺距都為2.5mm,而2.5mm螺距適合于直徑22mm鋼筋的連接。雖然在一些方面還存在著差距,隨著中國套筒生產技術的不斷成熟,會把這些差距小化的。


