

為了讓您更地了解我們的【合金管】-無(wú)縫鋼管實(shí)力廠商,我們精心制作了產(chǎn)品視頻。請(qǐng)花1分鐘時(shí)間觀看,您會(huì)發(fā)現(xiàn)更多細(xì)節(jié)和優(yōu)勢(shì)。
以下是:【合金管】-無(wú)縫鋼管實(shí)力廠商的圖文介紹
縫鋼管實(shí)力廠商")
縫鋼管實(shí)力廠商")
P91合金管按GB/T8162-87規(guī)定
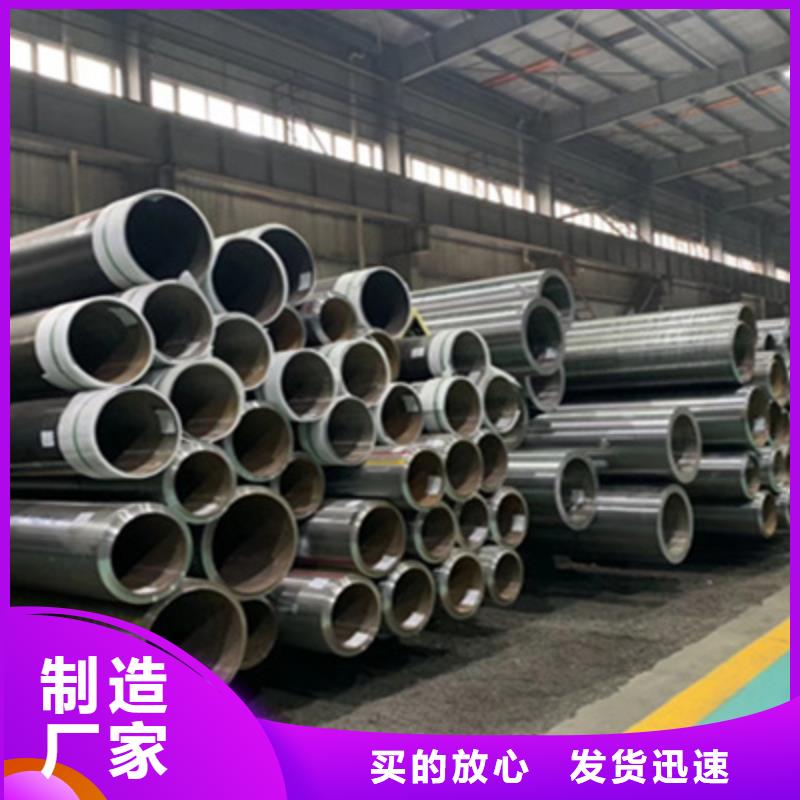
4.1、規(guī)格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
4.2、外觀質(zhì)量:鋼管的內(nèi)外表面不得有裂縫、折疊、軋折、離層、發(fā)紋和結(jié)疤缺陷存在。這些缺陷應(yīng)完全掉,后不得使壁厚和外徑超過(guò)負(fù)偏差。
4.3、鋼管的兩端應(yīng)切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經(jīng)供需雙方協(xié)議也可不切頭。
4.4、冷拔或冷軋精密 P91合金管《表面質(zhì)量》參照GB3639-83。
5、化學(xué)成分檢驗(yàn)
5.1、按化學(xué)成分和機(jī)械性能供應(yīng)的國(guó)產(chǎn)P91合金管,如10、15、20、25、30、35、40、45和50號(hào)鋼的化學(xué)成分應(yīng)符合GB/T699-88的規(guī)定。進(jìn)口P91合金管按合同規(guī)定的有關(guān)標(biāo)準(zhǔn)檢驗(yàn)。09MnV、16Mn、15MnV鋼的化學(xué)成分應(yīng)符合GB1591-79的規(guī)定。
5.2、具體分析方法參照GB223-84《鋼鐵及合金化學(xué)分析方法》的有關(guān)部分。
5.3、分析偏差參照GB222-84《鋼的化學(xué)分析用試樣及成品化學(xué)成分允許偏差》。
6、合金管的焊接工藝
為增大氬氣保護(hù)區(qū)和增強(qiáng)保護(hù)效果,可采用大直徑焊槍瓷嘴,加大焊槍氬氣流量。當(dāng)噴嘴上有明顯阻礙氬氣氣流流通的飛濺物附著時(shí)。必須將飛濺物或更換噴嘴。當(dāng)鎢極端部出現(xiàn)污染,形狀不規(guī)則等現(xiàn)象時(shí).必須修整或更換。鎢極不宜伸出噴嘴外。焊接溫度的控制主要是焊接速度和焊接電流大小的控制。試驗(yàn)結(jié)果表明,大電流、快速焊能有效防止氣孔的產(chǎn)生。這主要是由于在焊接過(guò)程中以較快速度焊透焊縫,熔化金屬受熱時(shí)間短,吸收氣體的機(jī)會(huì)少。
縫鋼管實(shí)力廠商")
縫鋼管實(shí)力廠商")
縫鋼管實(shí)力廠商")
10多年來(lái),多鑫天德實(shí)業(yè)發(fā)展有限公司一路走來(lái),風(fēng)雨兼程,有成功也有挫折;未來(lái)的日子,我們誓寫(xiě)歷史新篇章,與您共創(chuàng)快樂(lè)生活!公司理念:以市場(chǎng)需求為導(dǎo)向,以 陜西安康擠壓無(wú)縫鋼管產(chǎn)品質(zhì)量為中心;傳播快樂(lè),未來(lái)。經(jīng)營(yíng)方針:誠(chéng)信是資本,質(zhì)量是生命,創(chuàng)新是動(dòng)力。企業(yè)精神:創(chuàng)新、團(tuán)結(jié)、拼搏。
縫鋼管實(shí)力廠商")
縫鋼管實(shí)力廠商")
:除銹等級(jí),對(duì)于合金管常用的環(huán)氧類(lèi),乙烯類(lèi),酚醛類(lèi)等防腐涂料的施工工藝,一般要求的都是將合金管表面達(dá)到近白級(jí),通過(guò)實(shí)踐得出的證明是,用這種除銹等級(jí)幾乎可以除掉所有的氧化皮,銹還有其他的污物充分的滿足了防腐層和合金管的附著力要求,而噴射除銹工藝可以用較低的費(fèi)用就可以穩(wěn)定可靠的使質(zhì)量達(dá)到近白級(jí)的條件。
第二:想要使除銹效果達(dá)到理想的效果,需要根據(jù)合金管表面的硬度,原始銹蝕程度,要求的表面粗糙度,涂層類(lèi)型等來(lái)選擇磨料,單層環(huán)氧,二層或者是三層聚乙烯涂層,要想達(dá)到理想的除銹效果,需要采用鋼砂和鋼丸的混合磨料。因?yàn)殇撏栌袕?qiáng)化鋼表面的作用,鋼砂有刻蝕鋼表面的作用。
第三:想要獲得較好的均勻清潔度和粗糙度的分布,磨料的粒徑和配比的設(shè)計(jì)是相當(dāng)重要的,因?yàn)榇植诙忍笫呛苋菀自斐煞栏瘜釉阱^紋尖峰處變薄的,同時(shí)會(huì)因?yàn)殄^紋太深,就容易在防腐的過(guò)程中形成氣泡,嚴(yán)重影響著防腐層的性能。(在實(shí)際的操作中,磨料中的鋼砂和鋼丸的理想比例是很難達(dá)到的)。
第四:在噴射處理之前,除去了合金管表面的油脂和積垢,還可以用加熱爐對(duì)管體預(yù)熱至40-60攝氏度,使合金管的表面保持干燥的狀態(tài),因?yàn)楹辖鸸鼙砻媸遣缓椭任酃傅模@樣可以增強(qiáng)除銹的效果,另外,干燥的合金管表面也是有利于鋼丸,鋼砂和銹和氧化皮的分離的,這樣就會(huì)使才除銹后的合金管表面更加的潔凈。
縫鋼管實(shí)力廠商")
縫鋼管實(shí)力廠商")
縫鋼管實(shí)力廠商")
減少T22合金管中滲氫的數(shù)量,必須盡量減少高強(qiáng)度/高硬度鋼制T22合金鋼管的酸洗,因?yàn)樗嵯纯杉觿浯唷T诔P和氧化皮時(shí),盡量采用噴砂拋丸的方法,若洛氏硬度等于或大于HRC 32的T22合金鋼管進(jìn)行酸洗時(shí),必須在制定酸洗工藝時(shí)確保T22合金鋼管在酸中浸泡的時(shí)間長(zhǎng)不超過(guò)10分鐘。并應(yīng)盡量降低酸液的濃度,并保證零件在酸中浸泡的時(shí)間不超過(guò)10分鐘;在除油時(shí),采用清洗劑或溶劑除油等化學(xué)除油方式,滲氫量較少,若采用電化學(xué)除油,先陰極后陽(yáng)極,高強(qiáng)度T22合金管不允許用陰極電解除油;在熱處理時(shí),嚴(yán)格控制甲醇和丙烷的滴注量;在電鍍時(shí),堿性鍍液或高電流效率的鍍液滲氫量較少。
【2】采用低氫擴(kuò)散性和低氫溶解度的鍍涂層,一般認(rèn)為,在電鍍Cr、Zn、Cd、Ni、Sn、Pb時(shí),滲入鋼件的氫容易殘留下來(lái),而Cu、Mo、Al、Ag、Au、W等T22合金鋼管鍍層具有低氫擴(kuò)散性和低氫溶解度,滲氫較少。在滿足產(chǎn)品技術(shù)條件要求的情況下,可采用不會(huì)造成滲氫的涂層,如機(jī)械鍍鋅或無(wú)鉻鋅鋁涂層,不會(huì)發(fā)生氫脆,耐蝕性高,附著力好,且比電鍍環(huán)保。
縫鋼管實(shí)力廠商")
縫鋼管實(shí)力廠商")
縫鋼管實(shí)力廠商")
10crmo910合金管用于低中壓鍋爐(工作壓力一般不大于5.88Mpa,工作溫度在450℃以下)的受熱面管子;用于高壓鍋爐(工作壓力一般在9.8Mpa以上,工作溫度在450℃~650℃之間)的受熱面管子、省煤器、過(guò)熱器、再熱器、石化工業(yè)用管等。10、20、20G、20MnG、25MnG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、10Cr9Mo1VNb、SA210A1、SA210C、SA213 T11、SA213 T12、SA213 T22、SA213 T23、SA213 T91、SA213 T92、ST45.8/Ⅲ、15Mo3、13CrMo44、10CrMo910等
點(diǎn)擊查看多鑫天德實(shí)業(yè)發(fā)展有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】