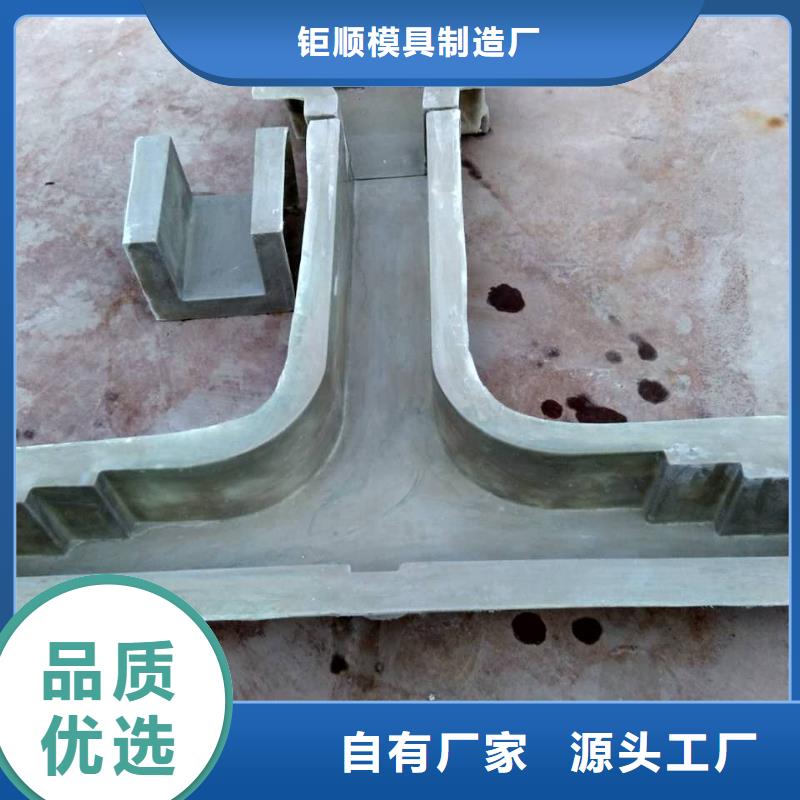
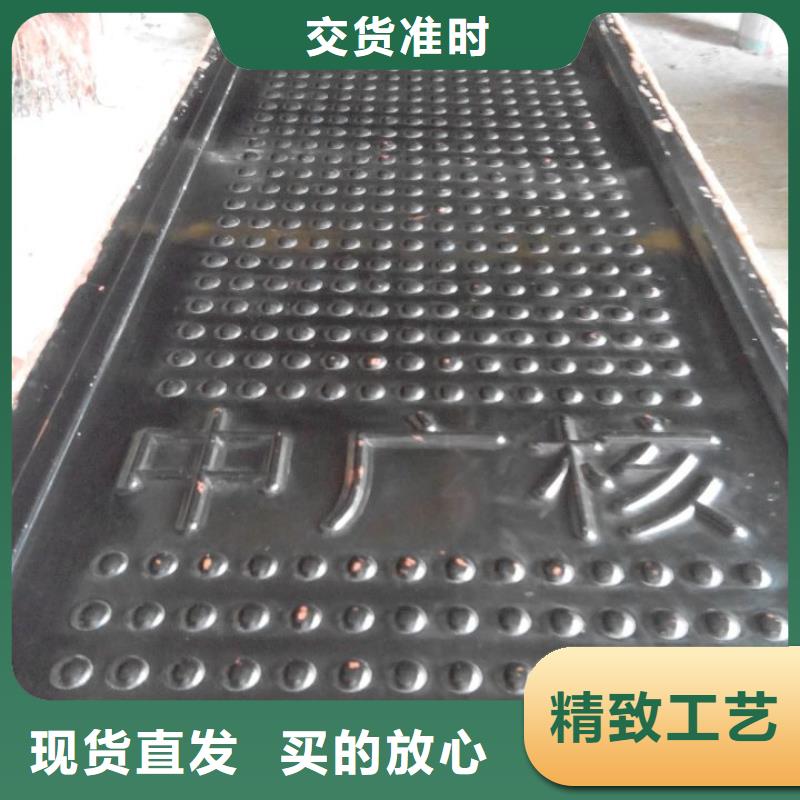




黃南高速蓋板模具的詳細介紹
用心制作操作簡單

在玻璃鋼行業,說起膏狀脫模蠟,估計大家都不會陌生。一開始我像很多人一樣,也認為打脫模蠟是件非常簡單的事情,無非是涂抹再擦拭,根本不需要什么經驗和技巧。吃過很多虧,打脫模蠟并非是我們想象那樣簡單!
分享一下如何打好脫模蠟的一些經驗與心得,這適用于大部分的膏狀脫模蠟(如8號蠟、)的常規操作,希望對你有一定的幫助。在使用任何脫模蠟之前, 要確認模具表面是完全密封的(多孔模具表面如木材或石膏原模,必須在使用脫模蠟之前進行密封)、清潔的和無污垢的。如果,模具表面都不是光潔的,那么可能 模可以脫模,第二模則會粘模,因為 次脫模時,脫模層會被破壞掉,造成局部粘模。
操作步驟:
一、用海綿盤(或無絨抹布)擦上適量脫模蠟,然后在模具表面上進行打旋式的擦拭,并確保均勻擦拭了整個模具表面,特別注意那些較小的角落,這個操作和擦皮鞋油差不多。
二、在蠟質完全干燥之前,使用另一塊干凈的無絨擦拭布,輕輕擦拭模具表面,這將去除模具表面的打蠟漩渦圖案,并變的光滑。一定要輕輕的擦拭,我們想要的是拋光脫模蠟,防止蠟質過度積聚,而不是將脫模蠟從模具表面掉。
三、等待脫模蠟干燥,這個和脫模蠟種類及環境溫度有關,一般室溫下3-5分鐘就會干燥。如果你不等待,連續打脫模蠟,這樣100遍和1遍的效果將沒有什么區別。一旦脫模蠟干燥后,模具表面看起來沒有漩渦并變得光亮時,你應當再重復打3-5遍脫模蠟,每次過程同上1-3步。
四、 一遍脫模蠟, 等待15分鐘以上,以確保蠟質的完全干燥。當然在實際應用中,有時補打一遍脫模蠟,會不等待繼續制件的情況是有的,但這不具備代表性。
說一下,常規脫模蠟不適用與高溫固化、預浸料成型和因放熱而導致模具表面溫度超過60℃的濕法成型工藝,基于這種情況你需要采用耐高溫型的脫模蠟。

質量把關
細節決定質量,細節鑄造好的黃南高速蓋板模具

規格齊全
實力工廠多年黃南高速蓋板模具經驗現貨直發

嚴格把控黃南高速蓋板模具質量讓您買的放心




鉅順模具制造廠技術力量雄厚,設備先進, 青海黃南高速蓋板模具生產工藝規范,檢測手段齊全,各項管理嚴格,加之多品種、系列化的配套服務,重質量、守信譽的經營戰略,給企業帶來了勃勃生機,成為青海黃南創稅大戶。 企業衷心感謝各界朋友對我方 青海黃南高速蓋板模具產品的信任與支持,在今后的交往中,我們將一如既往,以“優異的 青海黃南高速蓋板模具產品、良好的信譽、貼心的服務”奉獻給用戶,造福社會。