



聯(lián)系我們

36新標準(53*78)套筒驗貨合格
更新時間:2025-01-23 01:18:32 瀏覽次數(shù):2 公司名稱: 云海旭金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 1元/個 |
| 發(fā)貨期限 | 1-7 |
| 供貨總量 | 50000 |
| 運費說明 | 電聯(lián) |
| 質(zhì)量等級 | A |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 全國 |
| 產(chǎn)品產(chǎn)地 | 齊全 |
| 產(chǎn)品型號 | 齊全 |
| 可售賣地 | 全國 |
| 是否進口 | 否 |



云海旭金屬材料有限公司
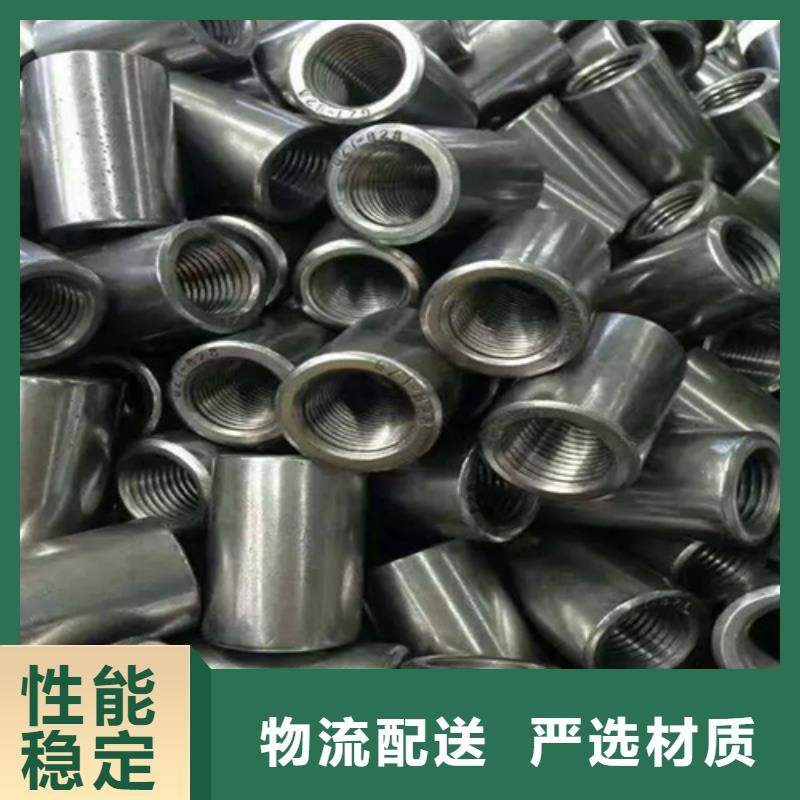
筋套筒的工藝標準:1、選用世界45號鋼材,特別制作工藝,尺度精度高,質(zhì)量牢靠。2、可銜接Ф16-Ф40mm的HRB335級和HRB400級帶肋鋼筋。3、通過 建筑工程質(zhì)量監(jiān)督檢驗中心檢測,達到JGJ107-2010中的I級接頭標準。4、標準型、正反絲扣型、異徑型三大系列,五十二個種類,能滿足建筑結(jié)構(gòu)中橫向、豎向、斜向等部位的同徑、異徑及可調(diào)長度和方向的連接鋼筋需求。使用鋼筋套筒連接注意事項:1、必須用精度±5%的力矩扳手擰緊接頭,且要求每半年用扭力儀檢定力矩扳手一次。鋼筋應先調(diào)直再下料。滾絲機切斷端面應與鋼筋軸線筆直,不得有馬蹄形或撓曲。2、加工的鋼筋錐螺紋絲頭的錐度、牙形、螺距等必須與銜接套的錐度、牙形、螺距相一致,且經(jīng)配套的量規(guī)檢測合格,加工鋼筋錐螺紋時,應選用水溶液切削潤滑液。3、銜接鋼筋時,應對正軸線將鋼筋擰入銜接套,然后用力矩扳手擰緊,選用預埋接頭時,銜接套的方位、標準和數(shù)量應符合設計要求。銜接套的外露端應有密封蓋。
套筒驗貨合格") 青海36新標準(53*78)套筒驗貨合格
青海36新標準(53*78)套筒驗貨合格
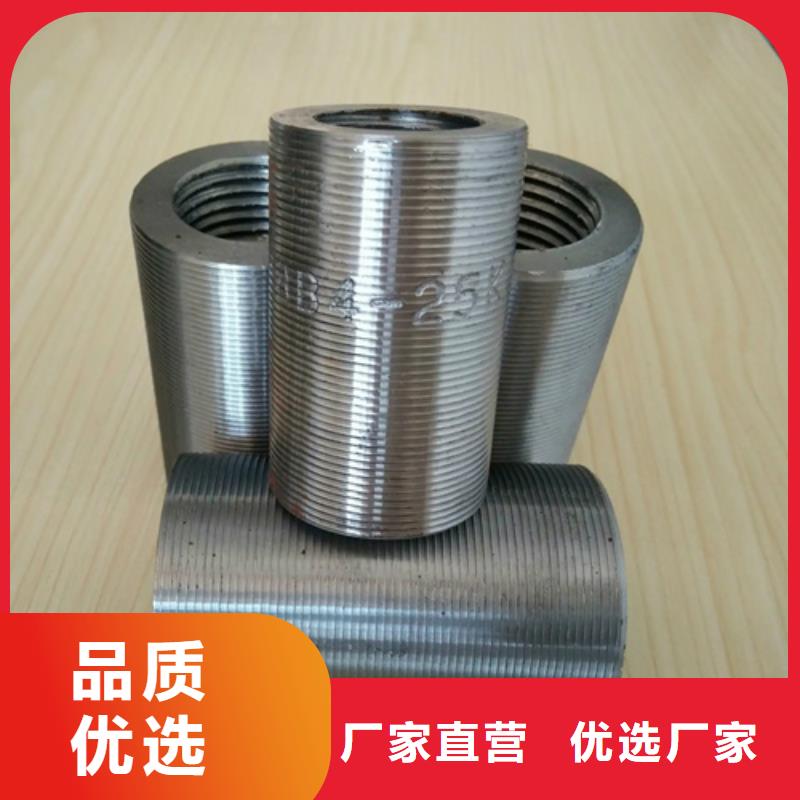
鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現(xiàn)場絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門的滾壓機床對鋼筋端部進行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經(jīng)滾壓后材質(zhì)發(fā)生硬化,強度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強度是母材的97%—,強度性能十分穩(wěn)定。套筒質(zhì)量要求:① 連接套表面無裂紋,螺牙飽滿,無其他缺陷。② 牙型規(guī)格檢查合格,用直螺紋塞規(guī)檢查尺寸精度。③ 各種型號和規(guī)格的連接套外表面,必須有明顯的鋼筋級別和直徑。
套筒驗貨合格")
套筒驗貨合格")
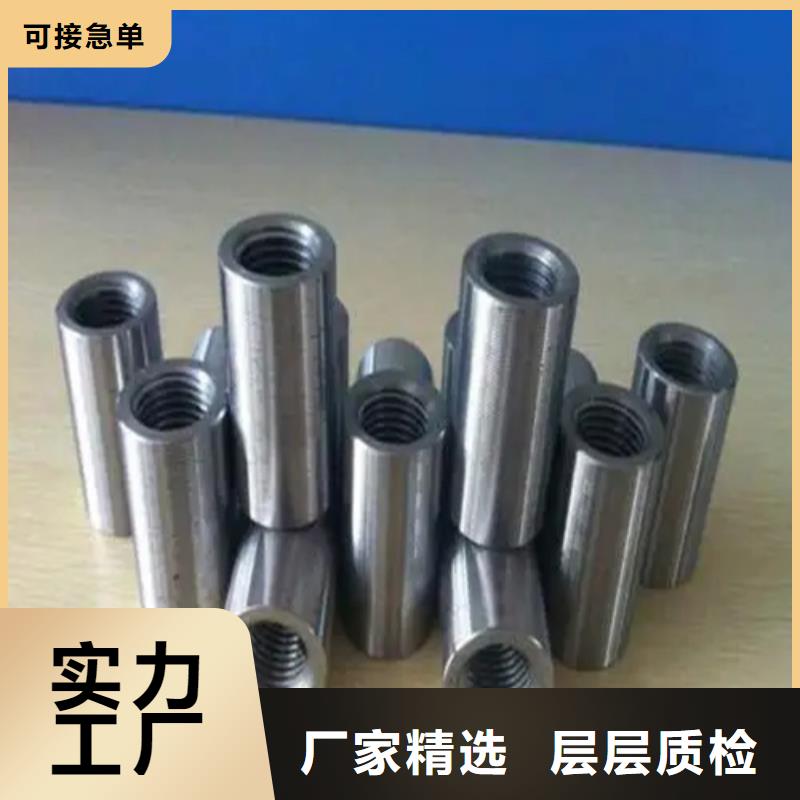
此外,鋼筋套筒全長275mm,兩端內(nèi)孔的形狀和位置公差是不易掌握的,并且鋼筋直螺紋套筒較薄處僅有7mm,工序安排不合理會產(chǎn)生變形,將直接影響到鋼筋連接套筒的加工精度,鋼筋直螺紋套筒的主要面的粗糙度0.8和1.6,加工表面全部需要磨削,并在磨削前必須要安排合理的熱處理,總之分體式鋼筋連接套筒的主要加工表面必須經(jīng)過多道加工,才能逐步提高精度以達到要求。建筑人平常工作過程中經(jīng)常會會遇到各種各樣的問題,其中鋼筋連接套筒因連接不緊出現(xiàn)松動是其中常見的問題之一,這樣的問題如果不及時去解決,就會導致建筑的質(zhì)量不達標,所以了解傳統(tǒng)的防松辦法是非常必要的。
套筒驗貨合格")
套筒驗貨合格")