

聯(lián)系我們

您也許對太原本地以下產(chǎn)品新聞也感興趣
- 歡迎選購【澤信】手動密集柜
- 【精密光亮管不銹鋼耐高溫管好品質(zhì)售后無憂】
- 社區(qū)精神堡壘雕塑為您介紹
- 纖維水泥板防火板專業(yè)生產(chǎn)制造廠
- 多功能可定制宣傳欄燈箱 戶外宣傳欄燈箱 不銹鋼宣傳欄燈箱 太陽能宣傳欄燈箱 發(fā)光宣傳欄燈箱 垃圾分類宣傳欄燈箱 戶外防銹液壓宣傳欄燈箱 校園宣傳欄燈箱定制 文化長廊宣傳欄燈箱 核心價(jià)值觀宣傳欄燈箱 太陽能滾動宣傳欄燈箱 壁掛式宣傳欄燈箱 落地式宣傳欄燈箱 廠區(qū)宣傳欄燈箱 學(xué)校文化宣傳欄燈箱 小區(qū)公告宣傳欄燈箱 社區(qū)宣傳欄燈箱 街道宣傳欄燈箱 巷口宣傳欄燈箱值得信賴
- 上海市潛水員施工服務(wù)隊(duì)-聯(lián)系施工經(jīng)驗(yàn)公司
- H型鋼-鋼塑復(fù)合管廠家直銷大量現(xiàn)貨
- 水票食品經(jīng)營許可證優(yōu)選廠家
- 與時(shí)俱進(jìn)【鑫康】保亭縣密集底圖柜
- 供應(yīng)商家【凱美】資料庫密集架
- 小口徑焊管-精密光亮管支持拿樣
- 回收橡膠原料行情回收環(huán)氧樹脂上門快
- 破碎生產(chǎn)線_洗沙機(jī)廠家銷售
- 廣告安裝LED發(fā)光字制作歡迎合作
- 【聲測管,倒刺鋼花管廠家一站式采購】
當(dāng)前位置:
聊城 萬盛達(dá)鋼鐵有限公司 >
太原當(dāng)?shù)亟袢胀扑]News
異型管_鍍鋅方管卓越品質(zhì)正品保障
更新時(shí)間:2025-01-01 16:08:24 瀏覽次數(shù):2 公司名稱:聊城 萬盛達(dá)鋼鐵有限公司
以下是:異型管_鍍鋅方管卓越品質(zhì)正品保障的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議/米 |
| 發(fā)貨期限 | 1 |
| 供貨總量 | 9998 |
| 運(yùn)費(fèi)說明 | 電議 |
| 最小起訂 | 1 |
| 材質(zhì) | 異性管 |
| 產(chǎn)地 | 山東 |
| 品牌 | 萬盛達(dá) |
以下是:異型管_鍍鋅方管卓越品質(zhì)正品保障的圖文視頻

異型管_鍍鋅方管卓越品質(zhì)保障,萬盛達(dá)鋼鐵有限公司為您提供異型管_鍍鋅方管卓越品質(zhì)保障的資訊,聯(lián)系人:陳經(jīng)理,電話:13814281222、13310655558,QQ:13310655558,發(fā)貨地:聊城經(jīng)濟(jì)開發(fā)區(qū)發(fā)貨到山西省 太原市 小店區(qū)、迎澤區(qū)、杏花嶺區(qū)、尖草坪區(qū)、萬柏林區(qū)、晉源區(qū)、清徐縣、陽曲縣、婁煩縣、古交市。 山西省,太原市 太原是歷史文化名城,是一座有兩千多年建城歷史的古都,“控帶山河,踞天下之肩背”,“襟四塞之要沖,控五原之都邑”的歷史古城。太原屬于暖溫帶大陸性季風(fēng)氣候,冬季干冷漫長,夏季濕熱多雨,春秋兩季短暫多風(fēng),干濕季節(jié)分明。太原三面環(huán)山,黃河第二大支流汾河自北向南流經(jīng),自古就有“錦繡太原城”的美譽(yù)。
想要知道異型管_鍍鋅方管卓越品質(zhì)保障產(chǎn)品如何?看視頻就知道!看視頻,選產(chǎn)品更明智!
以下是:異型管_鍍鋅方管卓越品質(zhì)保障的圖文介紹
保障")
保障")
淺析固渣護(hù)爐的具體操作步驟:傳統(tǒng)轉(zhuǎn)爐主要的護(hù)爐方法以補(bǔ)爐、噴補(bǔ)及濺渣護(hù)爐為主。護(hù)爐成本較高,護(hù)爐效果不佳,無法確保轉(zhuǎn)爐爐型的穩(wěn)定運(yùn)行,且每次補(bǔ)爐需要安排較長時(shí)間,影響轉(zhuǎn)爐作業(yè)率,增加了生產(chǎn)組織的難度。同時(shí)濺渣護(hù)爐由于過程控制存在波動及階段生產(chǎn)節(jié)奏緊張?jiān)斐蔀R渣時(shí)間不足,護(hù)爐效果較差。而采取固渣護(hù)爐的方法可以節(jié)約靜態(tài)護(hù)爐時(shí)間,有效保證靜態(tài)護(hù)爐效果。還可以通過穩(wěn)定轉(zhuǎn)爐入爐條件,提高轉(zhuǎn)爐終點(diǎn)控制及一次拉碳率,鞏固過程護(hù)爐效果。而且通過確保良好的終渣狀態(tài)濺渣護(hù)爐效果,大幅度降低轉(zhuǎn)爐護(hù)爐成本及爐齡,提高轉(zhuǎn)爐作業(yè)率。 異型管的固渣護(hù)爐具體操作步驟是:1.倒渣面固渣爐次終點(diǎn)控制按照w(C)≥0.07%,爐渣R為2.7-3.2、w(MgO)≥6%控制;2.固渣前大面爐次倒?fàn)t、出鋼搖爐不得過低,盡量保持一定渣量,如終點(diǎn)w(C)<0.07%,適當(dāng)減少留渣量;3.將爐體搖至與平臺平面夾角約30-45°,緩慢加入1.0-1.5t鐵塊;4.直接搖至爐口低于平臺平面夾角約20-30°,使鐵塊迅速均勻平鋪后,將爐口搖到與平臺夾角基本水平。 此過程中,我們要注意兩個要點(diǎn):(一)終點(diǎn)碳合適,渣量小,終渣粘。搖爐過程爐長注意觀察異型管渣量,如爐渣黏度適宜,加入鐵塊搖爐后不濺渣,靜置2-3min后先加廢鋼再兌鐵。生產(chǎn)過程中優(yōu)先保證濺渣護(hù)爐,利用生產(chǎn)間隙組織固渣護(hù)爐,在前后大面出現(xiàn)虧料時(shí)采取靜態(tài)護(hù)爐措施。轉(zhuǎn)爐前大面優(yōu)先使用連續(xù)的固渣護(hù)爐,原則上不安排靜態(tài)護(hù)爐時(shí)間,耳軸及爐冒位置主要采取濺渣護(hù)爐、后大面一般采取靜態(tài)護(hù)爐,可實(shí)現(xiàn)爐型穩(wěn)定控制。(二)終點(diǎn)碳低,渣量大,終渣稀。搖爐過程爐長注意觀察爐內(nèi)渣量及爐渣狀態(tài),如爐渣過稀,為了保證前大面固渣后平整,同時(shí)確保兌鐵時(shí)不產(chǎn)生劇烈噴濺反應(yīng),應(yīng)從爐口將稀渣倒出部分后搖到零位,采用低位濺渣,異型管濺渣時(shí)不得加入任何渣料,濺渣后再搖至爐口低于平臺平面夾角約20-30°,使鐵塊迅速均勻平鋪后,將爐口搖到與平臺夾角基本水平,靜置2-3min后先加廢鋼再兌鐵。 淺析異型管冷熱兩種鍍鋅工藝;冷鍍鋅也叫電鍍鋅,是利用電解設(shè)備將管件經(jīng)過除油、酸洗、后放入成分為鋅鹽的溶液中,并連接電解設(shè)備的負(fù)極,在異型管件的對面放置鋅版,連接在電解設(shè)備的正極接通電源,利用電流從正極向負(fù)極的定向移動就會在管件上沉積一層鋅,冷鍍管件是先加工后鍍鋅。而熱鍍鋅也叫熱浸鋅和熱浸鍍鋅,是一種有效的金屬防腐方式,主要用于各行業(yè)的金屬結(jié)構(gòu)設(shè)施上。是將除銹后的鋼件浸入500℃左右融化的鋅液中,使異型管鋼構(gòu)件表面附著鋅層,從而起到防腐的目的。 對于異型管生產(chǎn)來說,兩種鍍鋅方式各有利弊,下面我們就做一個比較分析:(一)表面光滑度:冷鍍鋅異型管外表比熱鍍鋅的更加光滑好看;(二)防腐蝕性:熱鍍鋅是冷鍍鋅的幾十倍,如果異型管放置于普通環(huán)境下,其熱鍍鋅防銹層可保持50年以上而不必修補(bǔ);(三)作業(yè)方式:熱鍍鋅是在450-480度熔融的鋅液中鍍鋅,而冷鍍鋅是在常溫下通過電鍍或者其他方法鍍鋅。(四)鍍鋅層厚度:熱鍍鋅厚度遠(yuǎn)遠(yuǎn)大于冷鍍鋅,并且鍍鋅層會形成一種特別的冶金結(jié)構(gòu),這種結(jié)構(gòu)能承受在運(yùn)送及使用時(shí)受到機(jī)械損傷;(五)附著力:冷鍍鋅附著力不如熱鍍鋅。熱鍍鋅層與鋼材間是冶金結(jié)合,成為鋼表面的一部份,因此異型管鍍層持久性更加可靠;(六)成本費(fèi)用:熱鍍鋅價(jià)格遠(yuǎn)高于冷鍍鋅,但是熱鍍鋅防銹的費(fèi)用又比其他漆料涂層的費(fèi)用低;(七)鍍鋅位置:冷鍍鋅可以只鍍一面,熱鍍鋅必須內(nèi)外全鍍。也正是因?yàn)槿兯约词乖诎枷萏帯⒓饨羌半[藏處都能受到保護(hù);(八)環(huán)境保護(hù):絕大多數(shù)冷鍍鋅異型管的溶劑和稀釋劑內(nèi)不含甲苯、類、鹵代烴等毒性大的有機(jī)溶劑,所以對減少三廢、降低能耗,提高環(huán)境保護(hù)的社會效益的作用更加明顯。
保障")
保障")
保障")
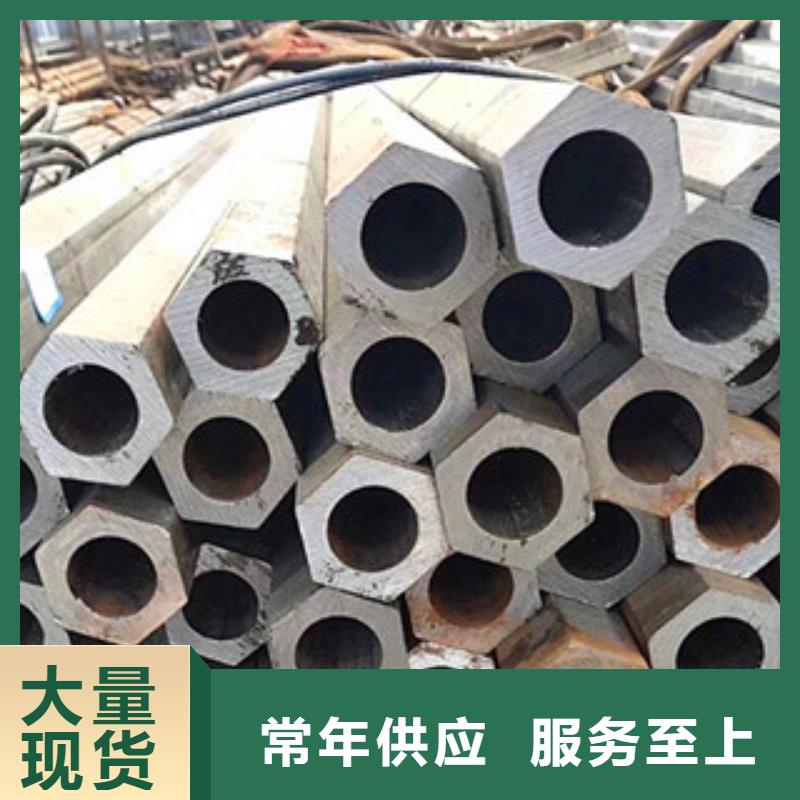
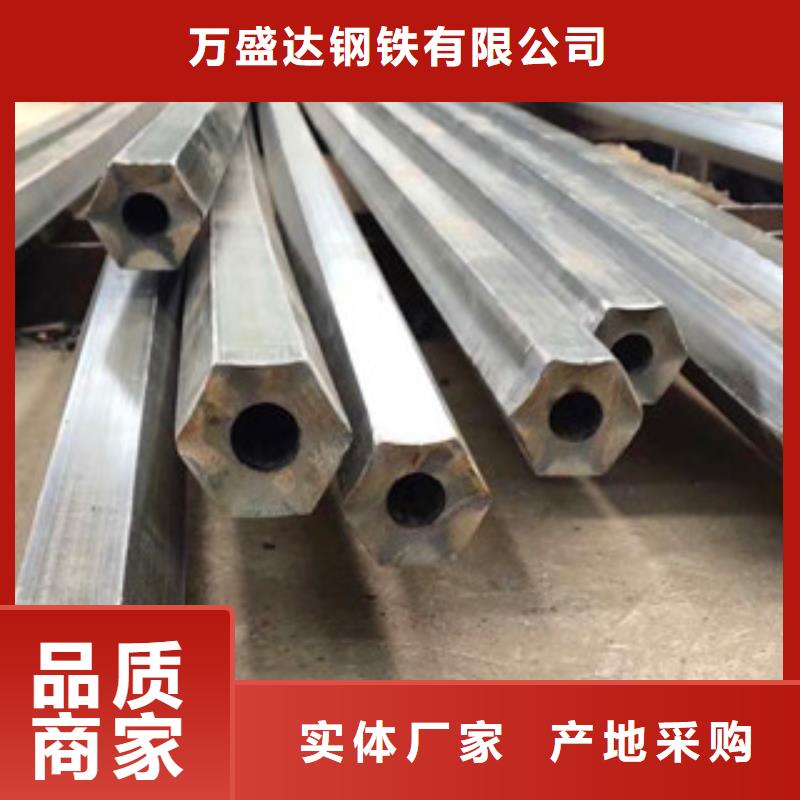
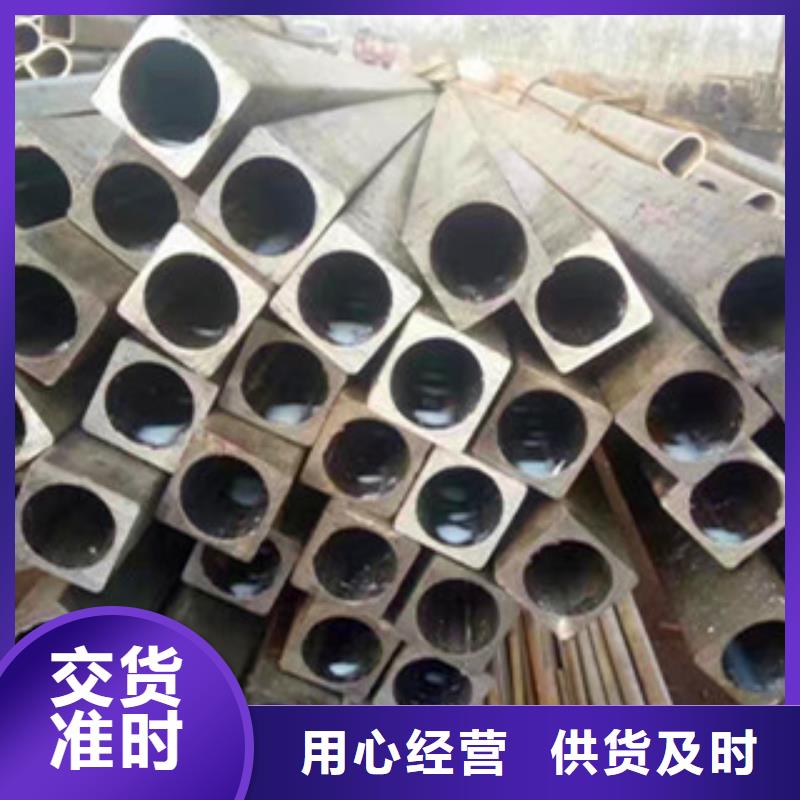
異型管在我們生活中經(jīng)常會用到,下面就來為大家介紹下異型鋼管的生產(chǎn)制造方法級用途。A生產(chǎn)制造方法:1.一般鍋爐管使用溫度在430℃以下,國產(chǎn)管主要用10號、20號碳結(jié)鋼熱軋管或冷拔管制造。2.高壓鍋爐管使用時(shí)經(jīng)常處于高溫和高壓條件,管子在高溫?zé)煔夂退魵獾淖饔孟拢瑫l(fā)生氧化和腐蝕。要求鋼管具有高的持久強(qiáng)度,高的抗氧化腐蝕性能,并有良好的組織穩(wěn)定性。 B用途:1.一般異型鋼管主要用來制造水冷壁管、沸水管、過熱蒸汽管、機(jī)車鍋爐用的過熱蒸汽管,大、小煙管及拱磚管等。2.高壓異型鋼管主要用來制造高壓和超高壓鍋爐的過熱器管、再熱器管、導(dǎo)氣管、主蒸汽管等。 據(jù)統(tǒng)計(jì),2012年全球燃燒化石能源生345億噸二氧化碳,而其中煤炭燃燒產(chǎn)生的二氧化碳多。廉價(jià)的天然氣已經(jīng)減少了美國對煤炭的需求量,但是在其他,需求還在上升。在接下來的20多年時(shí)間里,上將有數(shù)百萬人口 次用上電,按照當(dāng)前的趨勢發(fā)展下去,這些電大部分將來源于煤炭。即使取代煤炭的呼聲再高,煤炭也不可能被取代,至少不可能被馬上取代。 異型管結(jié)疤的產(chǎn)生,主要有以下點(diǎn)原因:一、在軋制過程中,由于外界金屬物落在軋件表面上,并被帶入孔型內(nèi),壓入軋件表面,在異型管表面形成結(jié)疤。這種結(jié)疤是不生根的,無規(guī)律性;二、軋槽刻痕不良,在軋件表面上形成較高的凸塊,再軋時(shí)異型管產(chǎn)生周期性的結(jié)疤;三、原料表面處理不當(dāng),留有尖銳的棱邊或深寬比較大的凹坑,經(jīng)軋制后形成結(jié)疤;四、軋制過程中,軋件在成品孔前某一孔型因故損壞或輥環(huán)破缺,當(dāng)軋件通過該孔型后,表面形成凸塊,在后面的軋制過程中,凸塊被壓入基體并隨軋件延伸,終在異型管成品表面上,產(chǎn)生周期性的生根結(jié)疤;五、軋件在孔型內(nèi)打滑,使金屬堆積于變形區(qū)周圍的表面上,在軋時(shí)造成結(jié)疤;六、異型管坯表面有較大的冷濺、翻皮、結(jié)疤等缺陷,當(dāng)用鋼錠一火軋成材時(shí),則在成品表面上產(chǎn)生結(jié)疤。 鋼管縮管機(jī)在使用前要明確了解縮管機(jī)的原理、注意事項(xiàng)和使用方法,才能更好的使用縮管機(jī),下面我們就一起了解下。1、鋼管縮管機(jī)原理:通過機(jī)械傳動,帶動鋼管旋轉(zhuǎn),并在鋼管的一端用火焰加熱,當(dāng)達(dá)到一定溫度時(shí),用成型模對加熱的鋼管頭部進(jìn)行趕制,直至達(dá)到所要求的形狀為止。2、鋼管縮管機(jī)構(gòu)造:用槽鋼焊一個地盤,動力端裝有電機(jī)、減速機(jī)、卡頭(卡管子用,可用車床卡盤代替)。另一端安裝支撐座(可打開的),支撐座上外端固定一個加熱環(huán)(8-10個噴嘴,用氣焊靠搶嘴焊在一個銅管環(huán)上)。外邊是一個活動的支架,上面安裝一個合金模具。3、鋼管縮管機(jī)使用方法:將管子固定在縮管機(jī)上,打開加熱器(環(huán))。待溫度達(dá)到后,推動合金模具,管頭形狀即達(dá)到要求。整個過程約15分鐘。 三角管是用鋼材做原材料所生產(chǎn)的三角形(三邊形鋼管)也稱異型鋼管,其中還有八角管、菱形管、橢圓管,六角管等形狀。 三角管是除了圓管以外的其他截面形狀的鋼管的總稱,有焊接異型管和無縫異型管,因?yàn)椴馁|(zhì)的關(guān)系,不銹鋼異型管一般為304以上材質(zhì)為多,200、201材質(zhì)硬度強(qiáng)風(fēng),成型難度加大。 三角管廣泛用于各種結(jié)構(gòu)件、工具和機(jī)械零部件。和圓管相比,不銹鋼異型管一般都有較大的慣性矩和截面模數(shù),有較大的抗彎抗扭能力,可以大大減輕結(jié)構(gòu)重量,節(jié)約鋼材。
保障")
保障")
保障")
長期以來萬盛達(dá)鋼鐵有限公司堅(jiān)持“發(fā)展經(jīng)濟(jì)、服務(wù)社會”的經(jīng)營宗旨,以 山西太原六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家市場為導(dǎo)向,以科技為依托,科學(xué)管理,科學(xué)決策,不斷總結(jié)積累生產(chǎn)技術(shù)經(jīng)驗(yàn),積j i引進(jìn)先進(jìn)的生產(chǎn)技術(shù)和設(shè)備,努力提高生產(chǎn)技術(shù)水平,提高 山西太原六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家產(chǎn)品科技含量,保持生產(chǎn)技術(shù)水平始終處于同行業(yè)較前位置。同時(shí)建立了一整套完善的售后服務(wù)體系,優(yōu)化 山西太原六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家服務(wù)質(zhì)量,注重服務(wù)實(shí)效,健全市場管理。跟蹤市場調(diào)查,反饋用戶意見,誠實(shí)守信,滿足用戶要求,取得良好效果。通過不斷努力,企業(yè)管理水平明顯提高, 山西太原六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家規(guī)模效益逐步擴(kuò)大,企業(yè)綜合實(shí)力不斷增強(qiáng),企業(yè)已迅速邁入經(jīng)濟(jì)發(fā)展的快車道,企業(yè)發(fā)展前景廣闊。
保障")
保障")
# 異形管的成型方法,其中包括冷拔法、冷軋法、冷彎法、斜軋法、擠壓法、推擠法、滾壓法、輥拔法、推軋法、連軋法、旋軋法(旋壓或橫軋法)、熱軋法以及聯(lián)合成型法等。異形鋼管尖角的概念雖然符合有關(guān)企業(yè)標(biāo)準(zhǔn),但不能滿足用戶對產(chǎn)品的高質(zhì)量的要求。新型設(shè)計(jì)采用了土耳其頭四輥軋制整型,由于土耳其頭上裝的四輥結(jié)構(gòu)相同,四個角的輥縫相等,角部受力狀態(tài)一致,當(dāng)軋制力足夠大時(shí),角部產(chǎn)生塑性變形使金屬填充角部,管的外表面形成了平面與弧面之間的交線--即尖角。異型無縫鋼管是除了圓管以外的其他截面形狀的無縫鋼管的總稱。按鋼管截面形狀尺寸的不同又可分為等壁厚異型無縫鋼管(代號為D)、不等壁厚異型無縫鋼管(代號為BD)、變直徑異型無縫鋼管(代號為BJ)。異型無縫鋼管廣泛用于各種結(jié)構(gòu)件、工具和機(jī)械零部件。和圓管相比,異型管一般都有較大的慣性矩和截面模數(shù),有較大的抗彎抗扭能力,可以大大減輕結(jié)構(gòu)重量,節(jié)約鋼材。 # 異型管主要有形狀有等壁厚螺旋定子管、外圓內(nèi)六角管、外六角內(nèi)圓管、內(nèi)外六角管、扇形管、梅花管、菱形管、矩形管、梯形管、H型管、工字管、8字管、三角管、方管、橢圓管等。異型鋼主要有三角鋼、方鋼、六角鋼、八角鋼、葫蘆鋼、扁鋼、V槽鋼、半圓鋼、凹形鋼、凸型鋼、鋸齒鋼、梅花鋼、橢圓鋼、梯形鋼、光圓等各種異型鋼。異型管的發(fā)展主要是產(chǎn)品品種的發(fā)展,包括斷面形狀、材質(zhì)和性能。擠壓法、斜模軋法和冷拔法是生產(chǎn)異型管的有效方法,它適用于生產(chǎn)各種斷面和材質(zhì)的異型管材。為了能生產(chǎn)品種繁多的異型管,還必須擁有多種生產(chǎn)手段。20世紀(jì)90年代,我國在原來只有冷拔的基礎(chǔ)上,又開發(fā)出輥拔、擠壓、液壓、旋軋、旋壓、連軋、回轉(zhuǎn)鍛造和無模拔等幾十種生產(chǎn)方法,并在不斷地改進(jìn)和創(chuàng)造新的設(shè)備與工藝。鋼管異型管可分為橢圓形異型鋼管、三角形異型鋼管、六角形異型鋼管、菱形異型鋼管、八角形異型鋼管、半圓形異型鋼圓,不等邊六角形異型鋼管、五瓣梅花形異型鋼管、雙凸形異型鋼管、雙凹形異型鋼管、瓜子形異型鋼管、圓錐形異型鋼管、波紋形異型鋼管。異型管分,異型方管、矩異型管、異型焊管、螺旋焊管,規(guī)格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋鋼管.螺旋鋼管規(guī)格,219mm-2020mm,壁厚5mm-20mm.直縫規(guī)格有4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8寸、102、108、127、133、139、159、168、177、194、219、273、325等規(guī)格異型管一般多是指方矩型鋼管。 # 異型鋼-型鋼是鋼材四大品種(型、線、板、管)之一。型鋼是鋼材四大品種(型、線、板、管)之一,是一種廣泛使用的鋼材。根據(jù)斷面形狀,型鋼分簡單斷面型鋼和復(fù)雜或異型斷面型鋼(異型鋼)。前者的特點(diǎn)是過其橫斷面周邊上任意點(diǎn)做切線一般不交于斷面之中。如:方鋼、圓鋼、扁鋼、角鋼、六角鋼等;常見異型鋼有熱軋窗框鋼,犁鏵鋼、汽車車輪擋圈用熱軋型鋼、履帶板用熱軋型鋼、汽車車輪輪輞用熱軋型鋼、鋼軌、造船用球扁鋼、電纜盤鋼、刮板鋼等等。 #
保障")
保障")
保障")
工藝要求進(jìn)行等溫淬火的異型管有的可不進(jìn)行回火處理。但對于部分淬火的異型管,其內(nèi)部殘留奧氏體將會在隨后的空冷過程中轉(zhuǎn)變?yōu)轳R氏體,因此必須進(jìn)行回火處理,目的是無縫鋼管脆性和穩(wěn)定尺,需要注意的是回火溫度應(yīng)低于等溫溫度。鋼種限制如對碳素?zé)o縫異型管等淬透性較低的鋼種進(jìn)行等溫淬火,應(yīng)當(dāng)適當(dāng)提高淬火加熱溫度,增加奧氏體的穩(wěn)定性,避免和防止在等溫過程中發(fā)生高溫非貝氏體的轉(zhuǎn)變。 時(shí)間要求等溫淬火的溫度和時(shí)間應(yīng)根據(jù)異型管的性能要求,參照該鋼種的C曲線來確定,原則是奧氏體全部轉(zhuǎn)變?yōu)橄仑愂象w,關(guān)于冷卻介質(zhì)通常采用硝鹽浴溶液,為保證溫度的穩(wěn)定,應(yīng)在介質(zhì)中加入冷卻裝置,以防止介質(zhì)溫度的提高而影響到淬火質(zhì)量。另外等溫時(shí)間的長短應(yīng)以異型管組織轉(zhuǎn)變結(jié)束為基準(zhǔn),過長則降低了作業(yè)效率,因此要認(rèn)真對待。 異性鋼管概念有哪些?【1】異形鋼管,矩管,方管尖角的概念:異形鋼管,矩管,方管傳統(tǒng)的焊接不銹鋼方矩形管,通常用一架土耳其頭輥配幾道方矩形軋輥來出產(chǎn)。出產(chǎn)主要靠平輥軋制整型,因?yàn)槠捷伿莾奢伿綐?gòu)造形式,存在方矩形管四個角的輥縫不等和角部受力狀況不共同的疑問,造成方矩形管四個角不尖不等,R=1.2t,矩形管尺為外圓角半徑,f為壁厚。盡管契合有關(guān)公司標(biāo)準(zhǔn),但不能滿意用戶對商品的高質(zhì)量的需求。新式規(guī)劃采用了土耳其頭四輥軋制整型,因?yàn)橥炼漕^上裝的四輥構(gòu)造一樣,四個角的輥縫持平,角部受力狀況共同,當(dāng)軋制力足夠大時(shí),角部發(fā)生塑性變形使金屬填充角部,管的外外表構(gòu)成了平面與弧面之間的交線——即尖角,【2】尖角異形鋼管,矩管,方管變形機(jī)理在土耳其頭四輥中心線處管坯橫截面,矩形管的尖角構(gòu)成機(jī)理與一般方矩形管靠彎曲成角是不同的,它靠的是軋輥的軋制力,經(jīng)過弧形拱發(fā)生擠壓力F,如圖2所示,使鋼帶角部發(fā)生塑性變形從而使異形鋼管,矩管,方管填充角部而成。弧形拱對角填充的壓力土耳其頭四輥在一定的弧面作用于鋼帶的同一橫截面,滿意式(1)的條件,即可經(jīng)過軋輥壓力使角部金屬發(fā)生塑性變形,構(gòu)成尖角。 不銹鋼異型管是較新的技術(shù):(一)高頻焊,高頻焊用于焊接不銹鋼異型管是較新的技術(shù)。其生產(chǎn)的經(jīng)濟(jì)性,高頻焊接具有較電源功率,對不同的材質(zhì)、外徑壁厚的管材都能達(dá)到較高的焊接速度。與氬弧焊相比,是其高焊接速度的10倍以上。因此,生產(chǎn)一般用途的不銹鋼管具有較高的生產(chǎn)率。因?yàn)楦哳l焊接速度高,給焊管內(nèi)毛刺的去除帶來困難。目前,高頻焊不銹鋼異型管尚不能為化工、核工業(yè)所接受,這也是其原因之一。從焊接材質(zhì)看,高頻焊可以焊接各種類型的奧氏體不銹鋼管。同時(shí),新鋼種的開發(fā)和成型焊接方法的進(jìn)步,也成功地焊接了鐵素體不銹鋼AISI409等鋼種。(二)氬弧焊,不銹鋼異型管要求熔深焊透,不含氧化物夾雜,熱影響區(qū)盡可能小,鎢極惰性氣體保護(hù)的氬弧焊具有較好的適應(yīng)性,焊接質(zhì)量高、焊透性能好,其產(chǎn)品在化工、核工業(yè)和食品等工業(yè)中得到廣泛應(yīng)用。焊接速度不高是氬弧焊的不足之處,為提高焊接速度,國外研究開發(fā)了多種方法。其中由單電極單焊炬發(fā)展采用多電極多焊炬的焊接方法在生產(chǎn)中應(yīng)用。70年代德國首先采用多焊炬沿焊縫方向直線排列,形成長形熱流分布,明顯提高焊速。一般采用三電極焊炬的氬弧焊,焊接鋼管壁厚S≥2mm,焊接速度比單焊炬提高3-4倍,焊接質(zhì)量也得以改善。氬弧焊與等離子焊組合可以焊接更大壁厚的鋼管,此外,在氬氣中5-10%的氫氣,再采用高頻脈沖焊接電源,也可提高焊接速度。多焊炬氬弧焊適用于奧氏體和鐵素體不銹鋼異型管的焊接。(三)組合焊接,不銹鋼異型管的各種焊接方法均有各自的優(yōu)點(diǎn)和不足。如何揚(yáng)長避短,將幾種焊接方法加以組合形成新的焊接工藝,滿足人們對不銹鋼管質(zhì)量和生產(chǎn)效率的要求,是當(dāng)前不銹鋼焊接技術(shù)發(fā)展的新趨勢。經(jīng)過近幾年的探索研究,組合焊接工藝已取得了進(jìn)展,常見的組合方法有:氬弧焊加等離子焊、高頻焊加等離子焊、高頻預(yù)熱加三焊炬氬弧焊、高頻預(yù)熱加等離子加氬弧焊。組合焊接提高焊速十分顯著。對于采用高頻預(yù)熱的組合焊接異型管焊縫質(zhì)量與常規(guī)的氬弧焊、等離子焊相當(dāng),焊接操作簡單,整個焊接系統(tǒng)易實(shí)現(xiàn)自動化,這種組合易于與現(xiàn)有的高頻焊接設(shè)備銜接,投資成本低,效益好。 如何區(qū)分異型管:實(shí)話說,現(xiàn)在建筑行業(yè)所使用的鋼材種類還是很多的,而有一種叫異型管的質(zhì)量優(yōu)越、價(jià)格實(shí)惠,使用范圍很廣,一直備受人們的喜愛。而很多人卻并不知道如何去區(qū)分異型管。異型管主要是區(qū)別于圓形鋼管和方形鋼管的其他形狀的鋼管,異型管分為焊接異型管和無縫異型管。不僅是在建筑業(yè),在一些機(jī)械加工廠也是經(jīng)常會使用到的。異型管的加工方式主要分為兩種一種是用圓形鋼管變形另外一種則是用鋼板直接卷成成品異型管。
保障")
點(diǎn)擊查看萬盛達(dá)鋼鐵有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
異型管_鍍鋅方管卓越品質(zhì)保障_萬盛達(dá)鋼鐵有限公司,固定電話:13310655558,移動電話:13814281222,聯(lián)系人:陳經(jīng)理,QQ:13310655558,經(jīng)濟(jì)開發(fā)區(qū) 發(fā)貨到 山西省太原市。