

裕盛鋼板倉有限公司視客戶為長期伙伴,共同發展,只重信譽,不挑客戶,當客戶有需要時,為客戶提供個性化定制 內蒙古錫林郭勒鍍鋅螺旋鋼板倉、裝配式儲糧倉、玉米鋼板倉、熟料庫、顧問式服務:售前支持、售中和售后為客戶降低成本、節省時間和優化 內蒙古錫林郭勒鍍鋅螺旋鋼板倉、裝配式儲糧倉、玉米鋼板倉、熟料庫產品。

鋼板倉的質量現在客戶是越來越關注了,誰能把握住鋼板倉的質量誰就能贏得更多的客戶。天宇鋼板倉自成立以來就非常注重產品的質量,領導一再要求鋼板倉生產必須從細節開始!
鋼板倉自從設計到出廠,再到客戶使用的每一個環節都要嚴格把握質量關。鋼板倉的設計是開始的工作,我們就要求設計工作者設計的鋼板倉圖紙要滿足客戶需求的同時, ,環保優先,可操作性強,一份圖紙我們都是要經過好多人的手,集體進行討論,研究方案的可行性和可操作性。等這份圖紙集體表決后,我們才進行施工。
在施工的過程中,我們從原料開始把控,嚴格按照生產標準購料,禁止投機取巧,對于建筑工人的素質,我們也都是經過精心培訓的,嚴格把握技術關。質量檢查把握工人施工的全過程,在客戶投入使用過程中,我們也會進行跟蹤指導。落實客戶在使用過程中的每一個細節!只有細節做好了,才能夠贏得客戶!


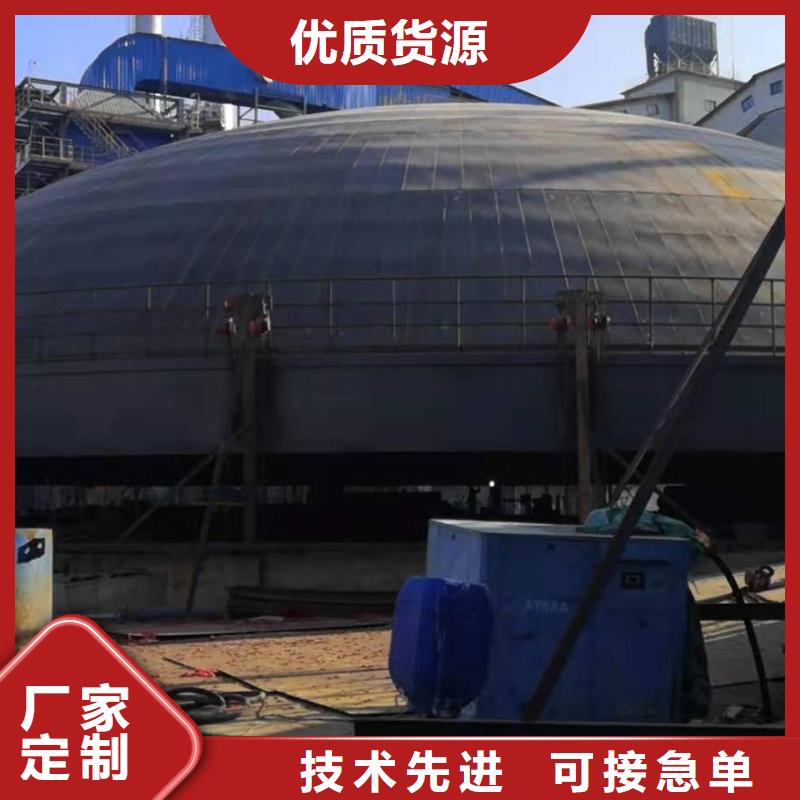
粉煤灰庫體變形對應采取措施如下:
1、墊腳槽鋼高度保持水平。對平臺墊腳槽鋼高度進行找平,確保各平臺槽鋼高度一致,使庫體板承受上部荷載均勻,將庫體變形將到 。同時,內部吊耳盡量靠近豎向加強肋或環向加強肋,或吊耳根部加方板,增加接觸與庫體的接觸面積,減小庫體局部由于受力不均產生的變形。
2、庫體板方板時,確保場地平整,鋼板平鋪,同時度提高等級,放線切割時均由專業人員負責,確保方板度。從而使上下兩節庫體板間距均勻,減少強力拼合的情況。
3、確定合理的焊接工藝順序,減小焊接應力集中,縮小變形。
(1)豎向對接焊縫焊接時,先進行間斷焊,間斷焊長度不超過20公分,同時板兩端預留20---30公分不焊接,間斷焊接完成后,用錘擊方式焊接殘余應力后將剩余焊縫焊接(板兩端焊縫除外)完成,同時錘擊焊接殘余應力。
(2)環向對接焊縫焊接時,先將T型口對齊,確保平整不錯邊,對T型口兩邊進行橫向焊接大約50公分左右,錘擊殘余應力后,然后分段退焊或跳焊,沿環縫方向均分,大約完成環縫工程量的一半時,再進行錘擊,焊接應力后將剩余焊縫焊完,錘擊焊接應力即可。
(3)如因兩板縫隙不均或焊工水平差異無法一次焊接成型,必須進行兩遍或多遍焊接,且 遍焊接完成后焊接應力后方可進行第二遍焊接。



鋼板倉有利用螺栓聯結的波紋鋼板倉和由卷板卷制的卷板倉。
1、波紋鋼板倉:波紋鋼板倉也稱拼裝倉,是近年來迅速發展的薄壁鋼板倉,其壁厚1.2~4mm。倉壁的厚度隨高度下降而變厚。雖然壁薄,外界溫度容易傳入,但糧食是不良導熱體,故僅在離壁30cm以內的糧溫有變化。一般下午3時溫度 ,7時基本恢復正常。如長期貯藏,要定期倒倉和通風。
波紋鋼板倉是由帶有一定曲率的波紋鋼板由螺栓拼裝而成。波高一般為12mm,波寬65mm板厚1.2~4.0mm。倉筒直徑和高度已有系列化;錐底倉直徑從4.27m至9.77m,高度從4.8m到24.4m。平底倉直徑從4.27m至18.3m,高度從4.95m至25.6m。
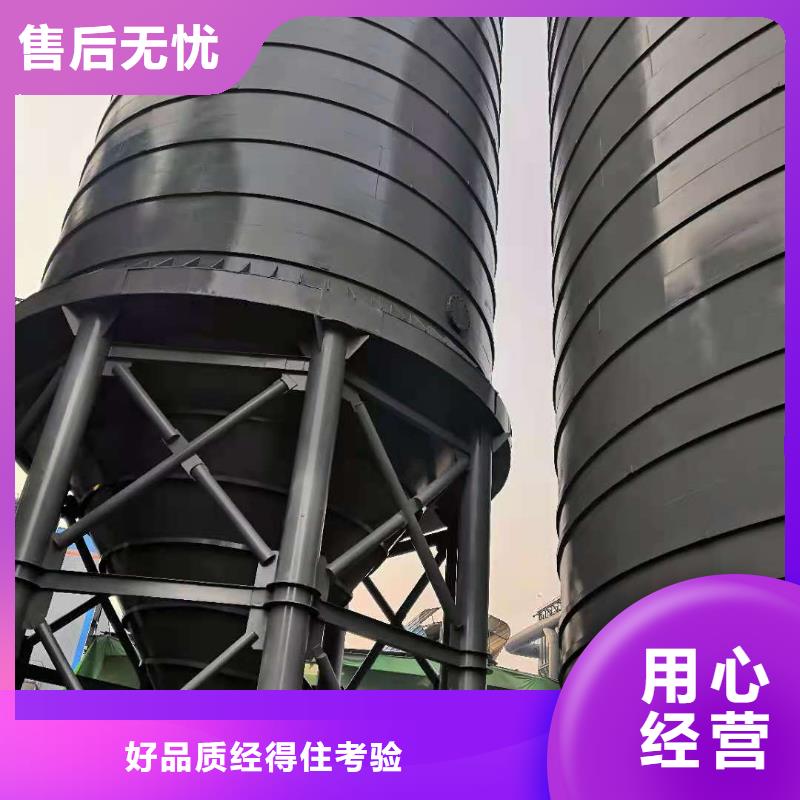
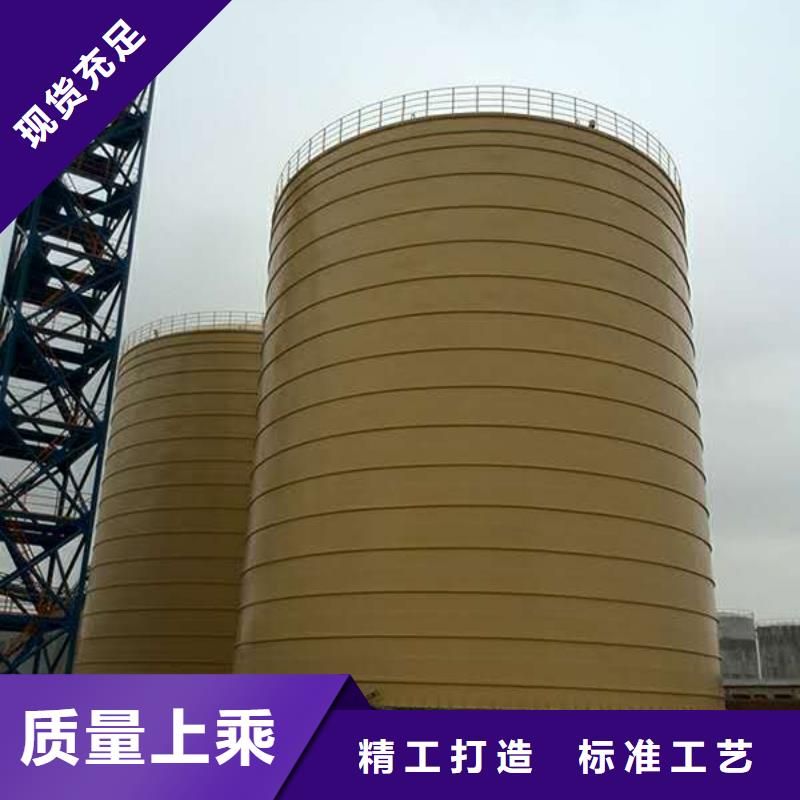
2.卷板倉 螺旋鋼板倉是由專用的螺旋卷倉加工機組將長條鋼板卷制而成的。卷制時,是將495mm寬的度鋅卷板送入成形機,由成形機軋制成所需的幾何形狀,如圓倉的直徑。再經過彎折機彎折、咬口,圍繞筒倉外側,形成一條30~40mm寬的連續環繞的螺旋凸條。凸條在結構上起到了加強筒倉強度的作用。卷板倉還可對兩種不同的材料實現雙層彎折、咬口 。卷板倉與拼裝倉相比 的特點是密封性能好。卷板倉可做成流體的貯存倉。
3.筒倉的出料形式:筒倉的出料有平底出料和錐底出料兩種形式。出料形式主要決定于筒倉的直徑,一般直徑大于10m的筒倉都為平底倉。粉煤灰庫


