18426186968


聯系我們

更新時間:2025-01-06 14:04:29 瀏覽次數:4 公司名稱: 賽普塑料制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | SHIPU |
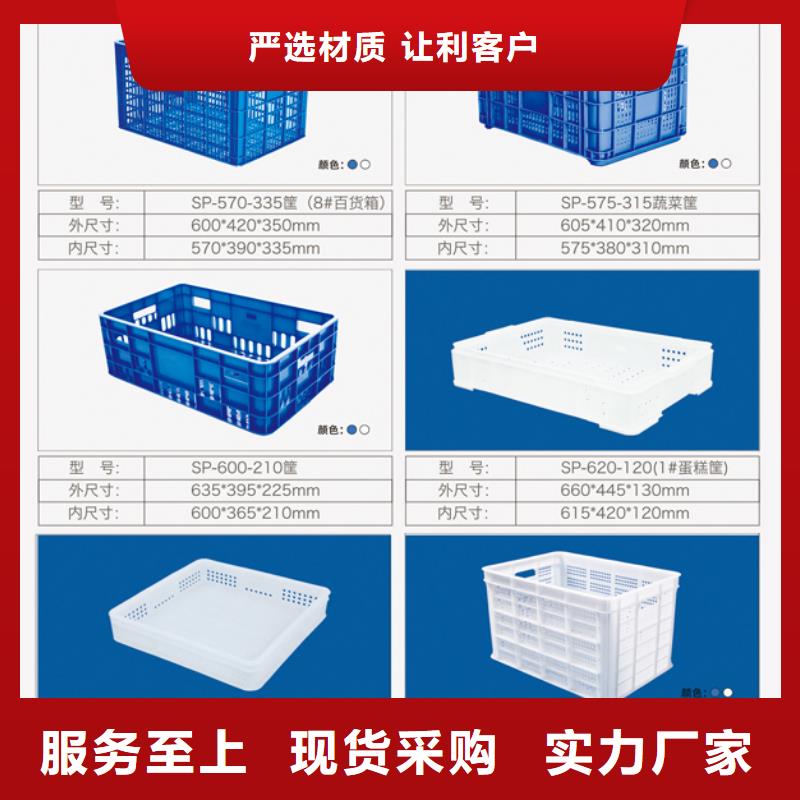
| 規格 | 齊全 |
| 材質 | 耐沖擊高密度聚乙烯HDPE或PP |
| 可重疊否 | 是 |








賽普塑料制品有限公司追求與客戶長期、穩定、互動的合作關系,努力當好 黑龍江哈爾濱PE加藥箱與用戶溝通的紐帶。公司以優惠的 黑龍江哈爾濱PE加藥箱出廠價,優質的商家服務愿與廣大新老客戶攜手共進,共同發展。企業目標: 以優質的服務滿足廣大客戶的需求,以質優價廉 的 黑龍江哈爾濱PE加藥箱取得廣大客戶的信任。不斷發展,做行業的領跑者。企業文化:廣交朋友,合作共贏。



塑料周轉箱成型后為什么會出現尺寸縮小的現象
眾所周知,塑料周轉箱是企業進行短途物流運輸的重要工具,它的廣泛應用有效的提高了企業的物流運轉效率。我們在生產塑料周轉箱時,有時會遇到周轉箱成型后收縮以致尺寸縮小的狀況。那么,導致這種現象的原因又有哪些呢?
從生產工藝方面看:增加注射壓力,保壓壓力,延長注射時間。對于流動性大的塑料,高壓會產生飛邊引起塌坑應適當降低料溫,降低機筒前段和噴嘴溫度,使進入型腔的熔料容積變化減少,容易冷固。
從注塑模具方面看:多澆口模具要調整各澆口的充模速度, 對稱開設澆口。模具的關鍵部位應有效地設置冷卻水道,保證模具的冷卻對或減少收縮起著很好的效果。整個模具應不帶毛刺且具有合模密封性,能承受高壓、高速、低黏度熔料的充模。
從注塑設備方面看:供料不足,注塑機螺桿或柱塞磨損嚴重,注射及保壓時熔料發生漏流,降低了充模壓力和料量,造成熔料不足。噴嘴孔太大或太小。太小則容易堵塞進料通道,太大則將使射力小,充模發生困難。
從原料本身看:原料太軟易發生凹陷,有效的方法是在塑料周轉箱注塑過程中加入成核劑以加快結晶。




賽普塑料制品有限公司常年經銷【黑龍江哈爾濱PE加藥箱】等產品。公司以誠信為本,堅持創新發展,努力站在客戶的角度思考問題,歡迎來電咨詢選購。
