
以下是絎磨管【油缸管】現(xiàn)貨齊全售后無憂的現(xiàn)場實拍視頻,讓您更好地了解產(chǎn)品的優(yōu)點和特點不容錯過。
以下是:陜西寶雞絎磨管【油缸管】現(xiàn)貨齊全售后無憂的圖文介紹
貨齊全售后無憂")
九冶管業(yè)(寶雞市分公司)自成立以來一直秉承“品質(zhì)、專業(yè)、誠信、熱忱”的經(jīng)營理念,致力于打造滿足客戶需求的準(zhǔn)確、方便、迅捷、可靠的 研磨管企業(yè)。公司特別注重高科技研發(fā)團隊的的建設(shè),凝聚了一支多年從事 研磨管方面的研發(fā)和產(chǎn)品工程師,保證了產(chǎn)品質(zhì)量的穩(wěn)定性、可靠性。同時公司也建立了擁有豐富項目實施經(jīng)驗和技術(shù)過硬的售前、售后服務(wù)隊伍,可以為用戶提供的產(chǎn)品服務(wù)和技術(shù)解決方案。
貨齊全售后無憂")
貨齊全售后無憂")
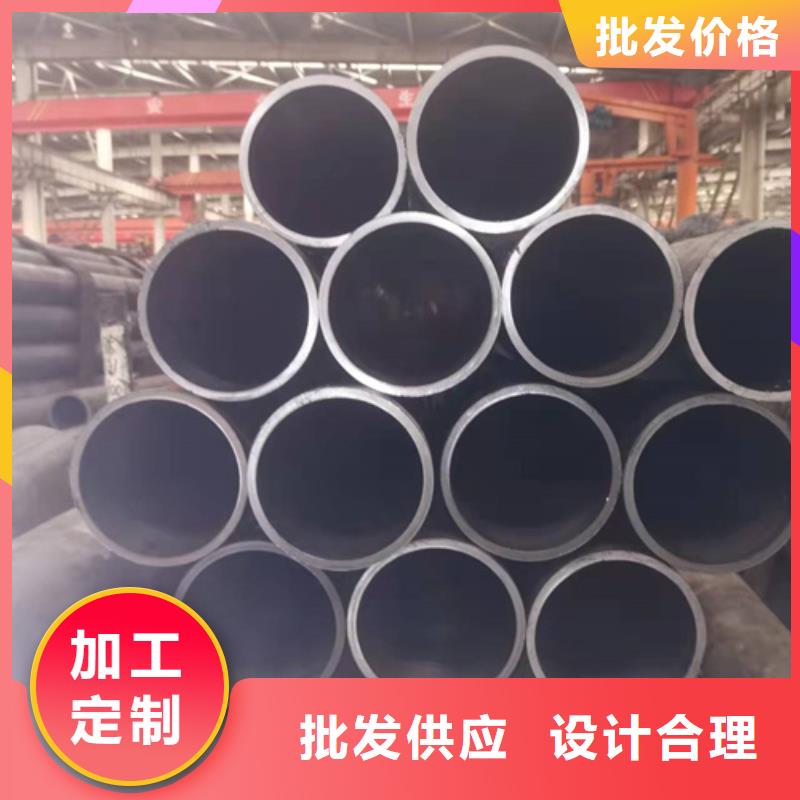
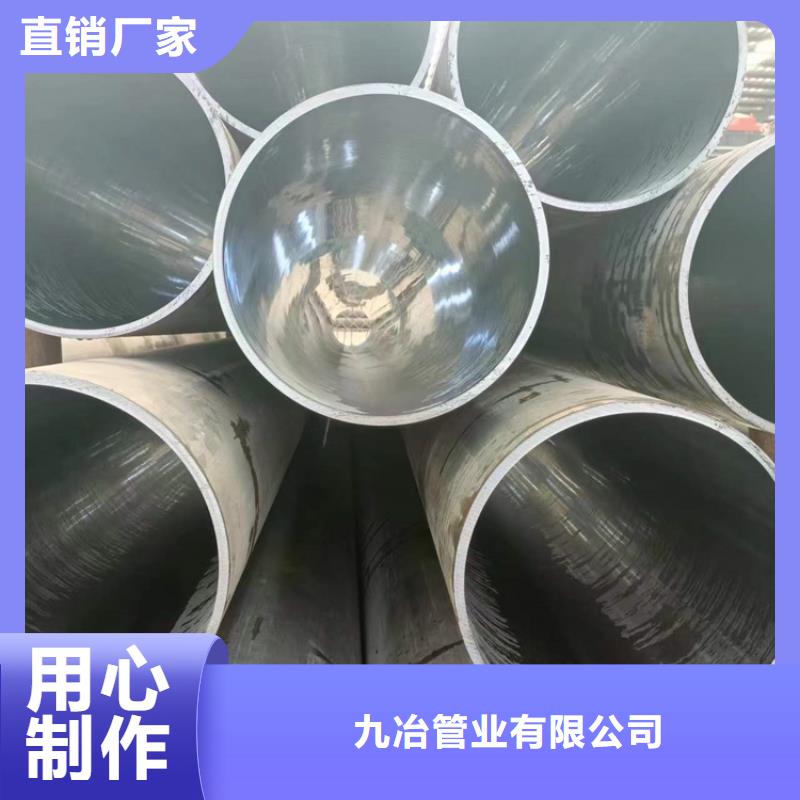
無論用何種加工方法加工,在零件表面總會留下微細(xì)的凸凹不平的刀痕,出現(xiàn)交錯起伏的峰谷現(xiàn)象, 滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動,填入到原始?xì)埩舻牡桶疾ü戎校_(dá)到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。 絎磨管幾大優(yōu)點:1、提高表面粗糙度,粗糙度基本能達(dá)到Ra≤0.08µm左右。 2、修正圓度,橢圓度可≤0.01mm。 3、提高表面硬度,使受力變形,硬度提高HV≥4° 4、加工后有殘余應(yīng)力層,提高疲勞強度提高30%。 5、提高配合質(zhì)量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
貨齊全售后無憂")
貨齊全售后無憂")
貨齊全售后無憂")
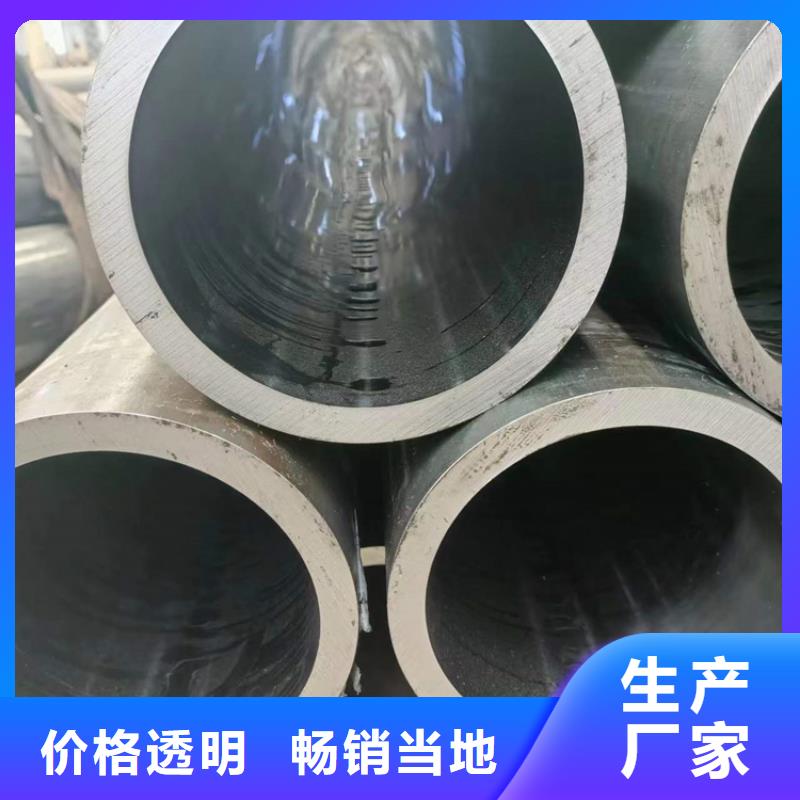
絎磨管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內(nèi)壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機械特性、形狀和尺寸的目的。因此這種方法可同時達(dá)到光整加工及強化兩種目的,是磨削無法做到的。
貨齊全售后無憂")
貨齊全售后無憂")
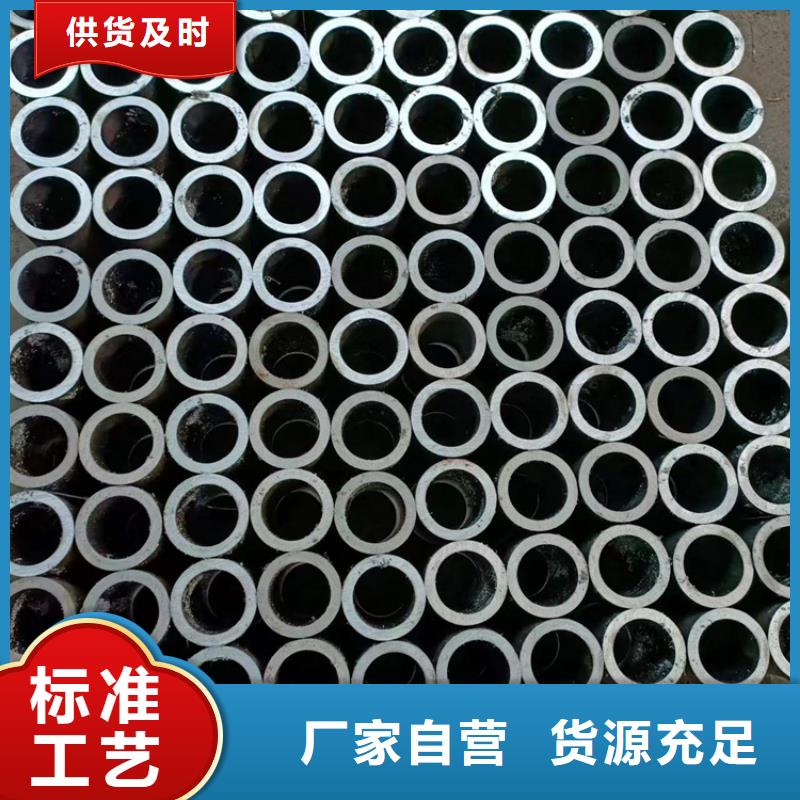
小口徑絎磨管尺寸偏差的計算方法1.小口徑珩磨管檢查臺作用在成品檢查臺上,對稱品合金鋼管要逐支進(jìn)行管徑、壁厚的測量,精密管,同時進(jìn)行內(nèi)外表面質(zhì)量的檢查。2.小口徑珩磨管尺寸偏差的計算方法—小口徑珩磨管外徑偏差的計算正偏差=(D 大-D 公)/D 公×負(fù)偏差=(D 小-D 公)/D 公×外徑公差范圍=正偏差+負(fù)偏差3.小口徑珩磨管壁厚偏差計算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×負(fù)偏差(-△S)= 壁厚公差范圍=正偏差+負(fù)偏差
貨齊全售后無憂")
點擊查看九冶管業(yè)(寶雞市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】