

聯系我們

當前位置:
滄州 鋼興鋼管
有限公司 >來賓當地今日熱點
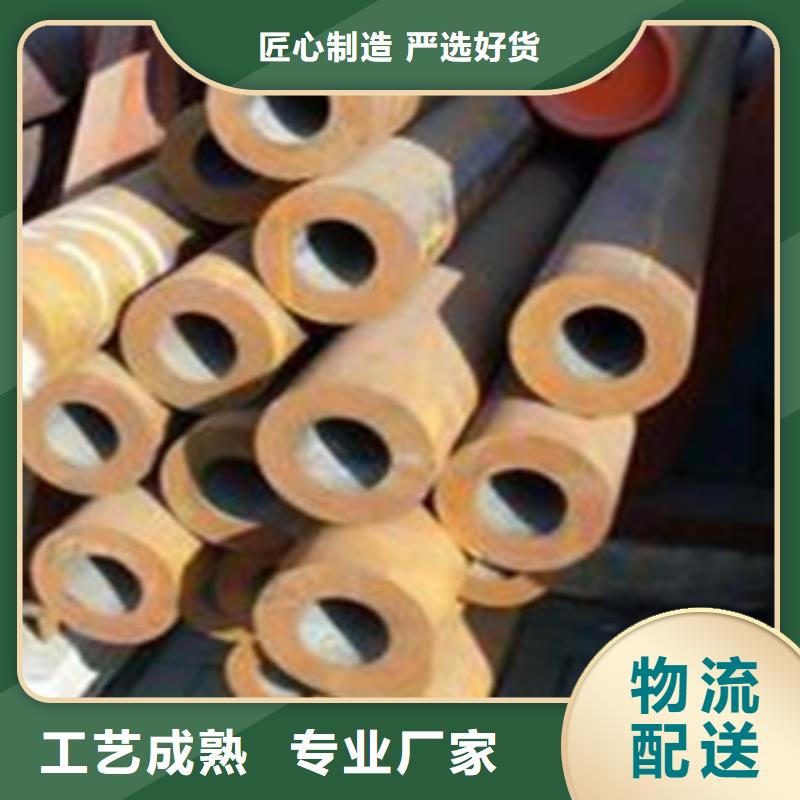
【無縫鋼管】合金管產地批發
更新時間:2025-03-15 18:59:17 瀏覽次數:8 公司名稱:滄州 鋼興鋼管 有限公司
以下是:【無縫鋼管】合金管產地批發的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 材質 | 20# |
| 產地 | 滄州 |
| 規格 | 21mm-1020mm |
| 類型 | 無縫鋼管 |
| 品牌 | 鋼興 |
| 可定做 | 是 |
以下是:【無縫鋼管】合金管產地批發的圖文視頻


【無縫鋼管】合金管產地批發,鋼興鋼管
有限公司為您提供【無縫鋼管】合金管產地批發,聯系人:劉學成,電話:0317-3061555、13722727880,QQ:133919903,請聯系鋼興鋼管
有限公司,發貨地:滄州風化店鄉后棗園工業區發貨到廣西省 來賓市 興賓區、忻城縣、象州縣、武宣縣、合山市。 廣西壯族自治區,來賓市 唐天寶二年(743年),將懷義縣改為來賓縣,隸嚴州。1949年12月,成立柳州專區。1970年,柳州專區改稱柳州地區。2002年9月29日,撤消柳州地區,設立來賓市。來賓市是珠江—西江經濟帶重要節點城市,廣西壯族自治區北部灣經濟區“4+2”城市,同時也是西南地區出海大通道的重要組成部分。
我們的【無縫鋼管】合金管產地批發視頻現已上線,它比任何文字描述都能更直觀地展示產品的魅力。請點擊觀看。
以下是:【無縫鋼管】合金管產地批發的圖文介紹

鋼興鋼管 有限公司以高科技為先導、以吸收國外技術為基礎,以改進創新為發展動力,以加工制造為根本,并依托科研院校,加大 廣西來賓20G無縫鋼管科研成果轉化力度,結合嚴謹、求實、富有鉆研精神的人才隊伍,開發并推出多項具有競爭力的 廣西來賓20G無縫鋼管產品,逐漸取得行業技術優先。


無縫鋼管廠家生產中的成材率?
無縫鋼管廠家怎樣增加生產中的成材率?
這種材質生產中較易出現裂紋、重皮、夾渣三種質量問題。裂紋產生與離心澆注過程產生,澆注制度不合理產生;重皮與澆注溫度、澆注轉速有關;夾渣與金屬化學元素含量、扒渣處理有關。
無縫鋼管廠家的和控制措施是:
1、改進冷軋設備,有效裂紋
減少鋼坯在高溫的停留時間,加強孕育特別是隨流孕育效果。隨流孕育劑加入量控制為鋼坯量的0.1-0.25%;確保管模粉分布均勻,控制管模內表面用量為20-30g/m2。控制好水冷金屬型離心機冶煉工藝參數。
離心機要防止流槽振動造成鋼坯濺出現象,承口砂芯要安放合適,鍍鋅無縫鋼管,避免產生毛刺。控制鋼坯成分,降低鋼坯的含硅量,沖入球化劑后W(Si)應控制在0.8-1.2%為宜。離心機機殼內采用均勻布置圓弧形噴淋冷卻管,無縫鋼管廠家,且分段設置,并避免各段的冷卻水相互影響。



無縫管如何改善壁厚精度的問題呢
鋼管壁厚的控制是鋼管生產的一個難點,生產中改善壁厚精度的措施主要包含以下幾個方面:
1、管坯加熱
加熱要均勻,禁止急速升降溫度。每次升降溫要保持平穩緩慢, 升降溫度不超過30℃。
2、定心輥
確定定心輥安裝是否到位,調整相關抱芯輥的中心、打開角度及各動作的開口大小一致,抱芯輥中心要在軋制線上。
3、軋制中心線
確保穿孔機軋制中心線與穿孔小車中心線一致,避免“上軋制”或“下軋制”,使管坯在穿孔時保持受力均勻。
4、軋制工具
對于磨損的頂頭、導板、軋輥等軋制工具要及時更換。
5、軋制工具安裝
輥距、導距的中心必須在軋制線上。保證導距和輥距的中心線在穿孔軋制中心線上,即上下輥距相等,左右導距相等。
6、穿孔頂桿
穿孔頂桿一般選擇外徑為Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均勻的厚壁管。
7、軋機芯棒
芯棒要選用壁厚較厚的厚壁管加工,對于規格較小的芯棒,可采用實心坯料代替。壁厚均勻的厚壁管和實心坯料,可以使芯棒彎曲變形的概率大幅度降低,可以有效提高鋼管的壁厚精度。
8、芯棒的精度
芯棒的長細比較大,一般采用先車外徑然后打破口焊接,或采用長料直接車削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超過5mm。焊接時,兩段芯棒之間插入一個精加工的銷子進行定位,以防止焊接造成的總直度偏差過大。
9、完善工藝
完善工藝,防止中間拉薄和壁厚增哈歐超過控制范圍的情況發生,提高壁厚精度。
鋼管壁厚的控制是鋼管生產的一個難點,生產中改善壁厚精度的措施主要包含以下幾個方面:
1、管坯加熱
加熱要均勻,禁止急速升降溫度。每次升降溫要保持平穩緩慢, 升降溫度不超過30℃。
2、定心輥
確定定心輥安裝是否到位,調整相關抱芯輥的中心、打開角度及各動作的開口大小一致,抱芯輥中心要在軋制線上。
3、軋制中心線
確保穿孔機軋制中心線與穿孔小車中心線一致,避免“上軋制”或“下軋制”,使管坯在穿孔時保持受力均勻。
4、軋制工具
對于磨損的頂頭、導板、軋輥等軋制工具要及時更換。
5、軋制工具安裝
輥距、導距的中心必須在軋制線上。保證導距和輥距的中心線在穿孔軋制中心線上,即上下輥距相等,左右導距相等。
6、穿孔頂桿
穿孔頂桿一般選擇外徑為Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均勻的厚壁管。
7、軋機芯棒
芯棒要選用壁厚較厚的厚壁管加工,對于規格較小的芯棒,可采用實心坯料代替。壁厚均勻的厚壁管和實心坯料,可以使芯棒彎曲變形的概率大幅度降低,可以有效提高鋼管的壁厚精度。
8、芯棒的精度
芯棒的長細比較大,一般采用先車外徑然后打破口焊接,或采用長料直接車削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超過5mm。焊接時,兩段芯棒之間插入一個精加工的銷子進行定位,以防止焊接造成的總直度偏差過大。
9、完善工藝
完善工藝,防止中間拉薄和壁厚增哈歐超過控制范圍的情況發生,提高壁厚精度。


【無縫鋼管】合金管產地批發,鋼興鋼管
有限公司專業從事【無縫鋼管】合金管產地批發,聯系人:劉學成,電話:0317-3061555、13722727880,QQ:133919903,發貨地:風化店鄉后棗園工業區,以下是【無縫鋼管】合金管產地批發的詳細頁面。