

云海旭金屬材料有限公司
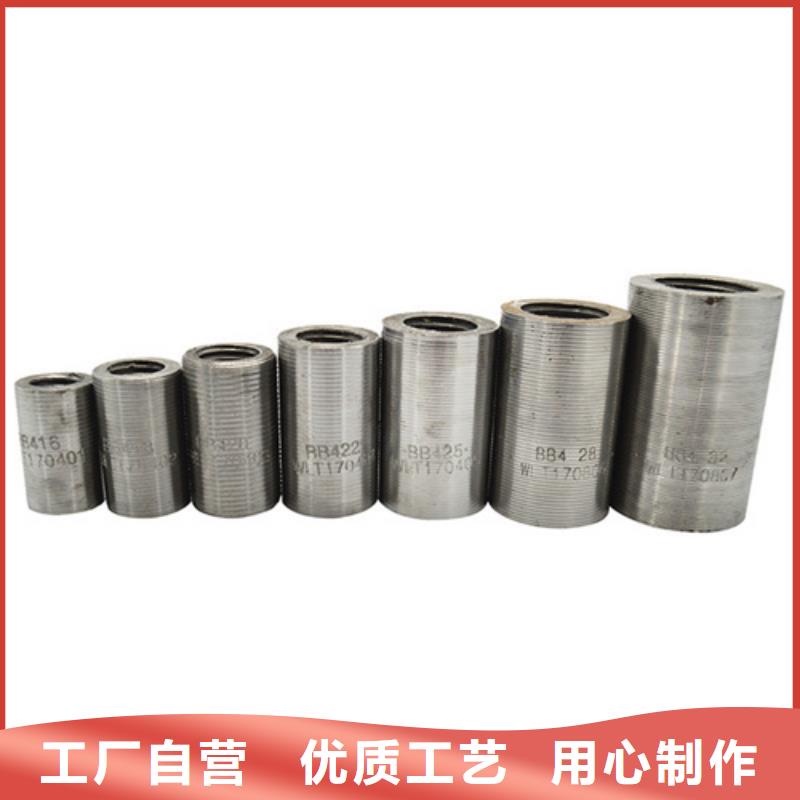
鋼筋直螺紋套筒連接是一種通過冷作硬化加工方法,采用專用的滾軋機床對鋼筋端部進行滾軋,使待接鋼筋端頭產生塑性變形并形成螺紋,再用與其螺紋相應的內螺紋套筒將兩根鋼筋套筒連接到一起的機械連接方法。供貨時要同時提供相應接頭性能等級的接頭型式檢驗報告、套筒原材機械性能檢驗報告。審查型式檢驗報告時應注意:①檢驗報告中要詳細記載接頭試件基本參數;②檢驗報告不得超過4年;③僅標準型接頭需要做型式檢驗報告;④HRB500級鋼筋接頭的型式檢驗報告可以兼做HRB400、HRB335級的同類型、同等級接頭的型式檢驗報告使用,反之則不允許。
 玉林鋼筋套筒加工技術
玉林鋼筋套筒加工技術
近年來,隨著建筑行業的快速發展,鋼筋套筒在現在建筑中應用很多,那直螺紋套筒接頭的檢驗是如何進行技術查驗和現場抽檢的呢?下面就和小編一起來了解下吧。1、鋼筋接頭的技術查驗。鋼筋銜接工程開端前和施工過程中,應對每批鋼筋進行接頭技術查驗,查驗應契合下列需求:①每種標準鋼筋的接頭試件應不少于三根。②鋼筋母材抗拉強度試件應不少于三根,且應取自接頭試件的同一根鋼筋。③3根鋼筋接頭試件的抗拉強度均應契合行業規范《鋼筋機械銜接通用技術規程》中表的規則:接頭的抗拉強度;接頭等級I級II級III級;抗拉強度F0mst≥1.10fukF0mst≥fukF0mst≥1.35fyk。


鋼筋套筒外觀查驗(1)錐螺紋的外觀查驗隨機抽取同標準接頭數鋼筋連接套筒的10%應滿意鋼筋與連接套的標準共同接頭絲扣無完整絲扣顯露要求錐螺紋接頭應作力矩扳手查驗梁柱構件按接頭數的15%鋼筋連接且每個構件的抽驗數不鋼筋連接套筒得少于一個接頭根底墻、板構件按各自接頭數每100個接頭作為一個查驗批不足100個也作為一個查驗批每批抽驗3個接頭.鋼筋連接每批接頭應全部合格如果有一個不合格則該查驗批應全數檢驗對達不到鋼筋連接套筒合格要求的鋼筋直螺紋連接套筒應進行補強如;接頭松動或鋼筋連接套筒達不到型式查驗陳述要求的力矩值絲扣顯露不符合錐螺紋和直螺紋連接要求等.鋼筋連接連接件接頭要及時填寫接頭質量檢驗記載.

