

聯系我們

焊管鍍鋅方管采購
更新時間:2025-01-01 21:14:32 瀏覽次數:8 公司名稱: 億銘泰 有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |

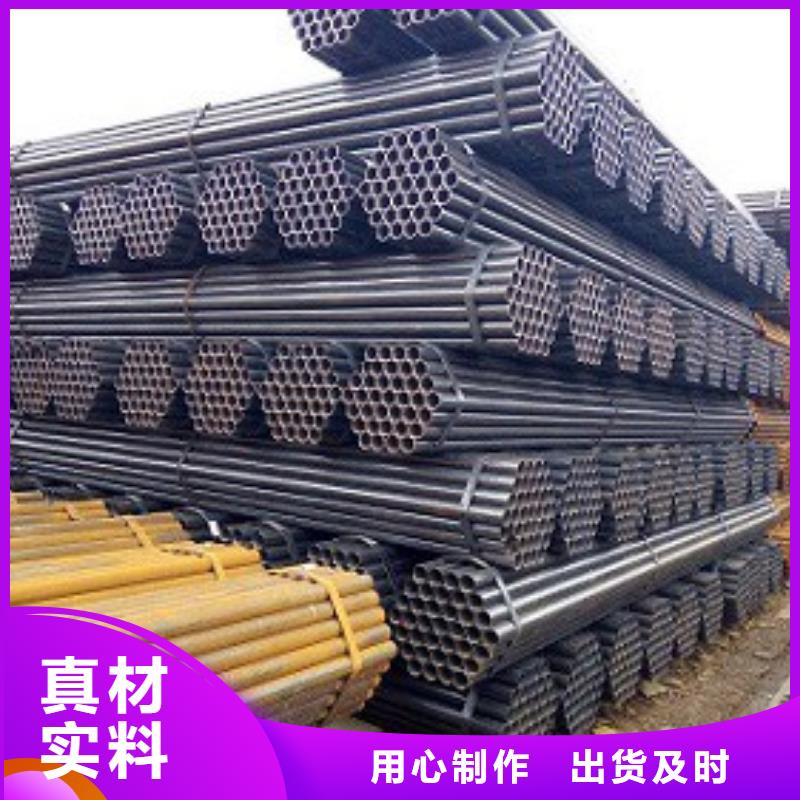
億銘泰 有限公司位于大邱莊,公司是集產品研發、生產制造、銷售為一體的高新技術企業,從事生產 湖南懷化鍍鋅圓管。
公司具有在 湖南懷化鍍鋅圓管行業從業十幾年的經驗、技術及市場優勢,自成立之日起就秉承“國際定位、帶領市場”的創業理念。現產品: 湖南懷化鍍鋅圓管等。我們的產品廣泛應用于糧油、食品、飲料、醫藥、化工、肥料、水泥、玻璃、摩擦材料、耐火材料、鋼鐵、建材等眾多行業。
公司擁有一支敬業、合作、團結奮斗的開發與工程技術服務隊伍,匯聚了人才優勢和技術優勢,使公司在產品開發與產品質量上在業內處于主要位置。


工藝不銹鋼件上掛→化學除油(常規堿性化學除油或表面活性劑除油) →熱水洗→流水洗→ 步酸洗→流水洗→第二步酸洗→流水洗→轉入下道工序(如:化學著色→回收→流水洗→硬化處理→流水洗→封閉處理→流水洗→干燥→成品)
步
酸洗工藝
步酸洗的主要目的是除去焊接處和焊縫的黑皮和夾雜物及部分氧化皮,經優化篩選,確定的工藝規范如下:
鹽酸300 mL/L
磷酸60 mL/L
雙氧水120 mL/L
穩定劑80 mL/L
表面活性劑2 mL/L
θ室溫
t 1~2 min第二步酸洗工藝 步酸洗處理后不能完全除盡氧化膜,表面附著一層灰色膜,光澤較差,必須經過第二步酸洗,除去表面灰色膜,使其達到近似鏡面光亮,經優化篩選實驗驗證,采用如下工藝規范:



1.板探:用來制造大口徑埋弧焊直縫鋼管的鋼板進入生產線后,首先進行全板超聲波檢驗;
2.銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀;
3.預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率;
4.成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成"J"形,再將鋼板的另一半同樣彎曲,壓成"C"形, 形成開口的"O"形
5.預焊:使成型后的直縫焊鋼管合縫并采用氣體保護焊(MAG)進行連續焊接;
6.內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管內側進行焊接;
7.外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側進行焊接;



方波煤是在直流焊的基礎上再經過變流裝置產生方波電流和電壓,通過可旋轉輸出變壓器和與直流焊相似的1對直徑為610mm的電極輪系統進行焊接。與直流焊相比,整個系統仍很復雜,在使用、操作和維修方麗,并無大的改善。而且,雖比通常的低頻焊好,焊縫質量仍不如直流焊。
高賴焊是一種的爆接方法,其特點是熱量集中、學接照度高、電氣系統和焊接工具結構相對簡單、操作及調整易于掌握、維修方便、工具二改投入小、生產成本低。國外早已用高頻焊接生產高要求的演井臂.



酸洗用酸有硫酸、鹽酸、磷酸、硝酸、鉻酸、 和混合酸等。常用的是硫酸和鹽酸。
酸洗工藝主要有浸漬酸洗法、噴射酸洗法和酸膏除銹法。一般多用浸漬酸洗法,大批量生產中可采用噴射法。
市面上出售的工業濃硫酸通常含H2SO475%~97% (質量分數),也可以選用褐色工業硫酸溶液,它含H2SO475%~78%(質量分數)。
注意事項
鋼鐵零件一般在10%~20%(體積)硫酸溶液中酸洗,溫度為40℃。當溶液中含鐵量超過80g/L,硫酸亞鐵超過215g/L時,應更換酸洗液。常溫下,用20%~80%(體積)的鹽酸溶液對鋼鐵進行酸洗,不易發生過腐蝕和氫脆現象。由于酸對金屬的腐蝕作用很大,需要添加緩蝕劑。清洗后金屬表面成銀白色,同時鈍化表面,提高不銹鋼抗腐蝕能力。采用濃度為5%~20%的硫酸水溶液,工件表面氧化皮和粘附鹽類的工藝稱為硫酸酸洗法。
為了硅藻土載體表面吸附,減少色譜峰拖尾,載體在使用前需進行酸洗或堿洗處理。酸洗是把載體用6mol/L鹽酸浸煮2h或濃加熱浸煮30min,過濾,用水洗至中性,烘干。酸洗可除去表面上的鐵、鋁、鈣、鎂等雜質,但不能除去硅醇基。酸洗載體適宜于分析酸性樣品