

一分鐘的時間,對于了解我們的無縫鋼管焊管專業(yè)廠家產品來說足夠了。從產品的外觀到內在,從功能到性能,視頻將為您展現(xiàn)產品的每一個細節(jié)和特性。
以下是:山西臨汾無縫鋼管焊管專業(yè)廠家的圖文介紹
廠家")
鵬鑫鋼鐵(臨汾市分公司)成立以來,一直秉承著“合作共贏,共創(chuàng)未來”的服務宗旨,以“海納百川,包容天下”的恢弘氣魄和“立足創(chuàng)新,技術精煉”的追求精神,盡力盡情盡心的完善 焊管產品品質,以此公司的服務滿意度.
廠家")
廠家")
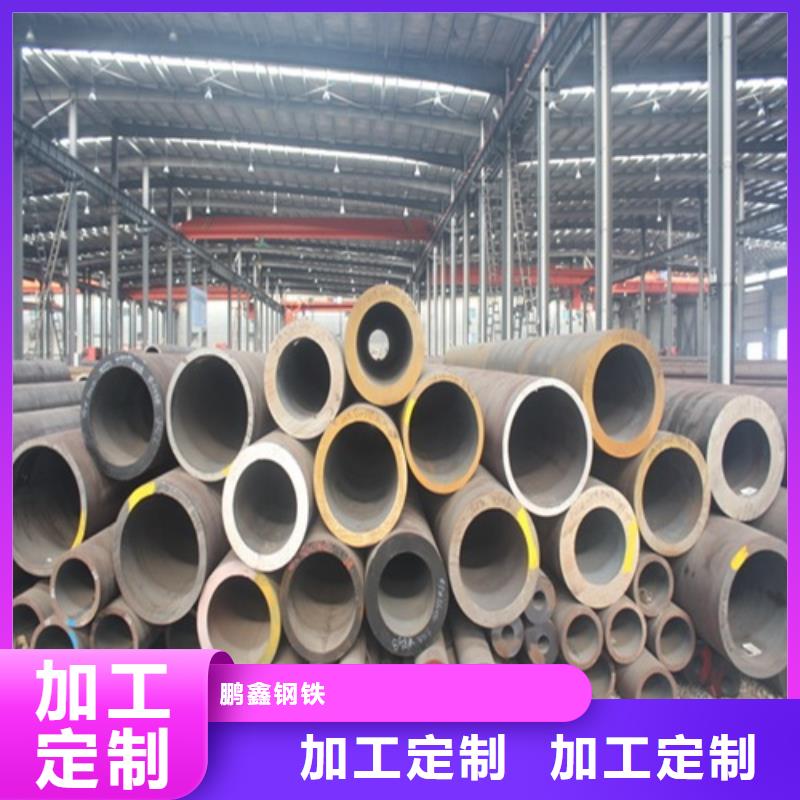
無縫鋼管的5種分類方法 1、按生產方法分類 (1)無縫管 - 熱軋管、冷軋管、冷拉管、擠出管、頂管 (2)焊管 (a)按工藝-電弧焊管、電阻焊管(高頻、低頻)、氣焊管、爐焊管 (b)按焊縫——直縫焊管、螺旋焊管 2、按斷面形狀分類 (1)簡單設計斷面進行鋼管--圓形結構鋼管、方形以及鋼管、橢圓形或者鋼管、三角形通過鋼管、六角形鋼管、菱形鋼管、八角形鋼管、半圓形鋼圓、其他 (2)復雜截面鋼管——六角鋼管、五瓣梅形鋼管、雙凸鋼管、雙凹鋼管、瓜子形鋼管、錐形鋼管、波紋鋼管、鐘殼鋼管等 3、按壁厚分類--薄壁結構鋼管、厚壁鋼管 4、按用途分類-管道、熱力設備、機械工業(yè)、石油、地質鉆探、容器、化學工業(yè)、特殊用途和其他用途的鋼管 5、按生產方法分類--熱軋管、冷軋管、冷拔管、擠壓管等。
廠家")
廠家")
廠家")
山西臨汾無縫鋼管避坑知識 具體凈重--供貨時,其商品凈重是按抨重(過磅)凈重供貨理重--供貨時,其商品凈重是按厚壁鋼管公稱壓力規(guī)格測算算出的凈重。其計算方法以下(規(guī)定按理重供貨者,需要合同書中標明):鋼管每米的理重(鋼的密度為7.85kg/m3)計算方法:W0.02466D-S)S式中:鋼管每米理重,kg/m;D--鋼管的公稱壓力直徑,m;S--鋼管的公稱壓力壁厚,m。2.厚鋼管確保標準,采購無縫鋼管須掌握哪些基礎知識按執(zhí)行標準的要求新項目開展檢測并確保符合規(guī)定的要求,稱作確保標準。 確保標準又分成:A、基礎確保標準(別稱必保標準)。不管顧客是不是在合同書中標明。均需按標準開展此項檢測,并確保厚壁管檢測結果符合規(guī)定要求。 如成分、物理性能、規(guī)格誤差、工藝性能及其探傷檢測、壓力試驗或擠扁或擴口等使用性能試驗,均屬必保標準。
廠家")
廠家")
外徑小的無縫鋼管,就可以稱為山西臨汾小口徑無縫鋼管,小口徑無縫鋼管還可以分為:無縫小口徑鋼管和直縫(也可以稱為焊接)小口徑無縫鋼管,一般在鋼管的外徑89mm以下的,4mm以上的;都可以統(tǒng)稱為小口徑無縫鋼管。 山西臨汾小口徑無縫鋼管是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管具有中空截面,大量用作輸送流體的管道,鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。 按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等, 熱軋無縫管一般在自動軋管機組上生產。 實心管坯經檢查并表面缺陷截成所需長度, 在管坯穿孔端端面上定心 然后送往加熱爐加熱 在穿孔機上穿孔 在穿孔同時不斷旋轉和前進, 在軋輥和頂頭的作用下, 管坯內部逐漸形成空腔稱毛管, 再送至自動軋管機上繼續(xù)軋制 經均整機均整壁厚, 經定徑或減徑機定徑, 達到規(guī)格要求, 利用連續(xù)式軋管機組生產熱軋無縫鋼管是較先進的方法, 若欲獲得尺寸更小和質量更好的無縫管, 必須采用冷軋 冷拔或者兩者聯(lián)合的方法冷軋通常在二輥式軋機上進行, 鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環(huán)形孔型中軋制, 冷拔通常在單鏈式或雙鏈式冷拔機上進行 擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內穿孔棒與擠壓桿一起運動, 使擠壓件從較小的模孔中擠出, 此法可生產直徑較小的鋼管。
廠家")
廠家")
廠家")
