



不要錯過我們上傳的螺旋管09CrCuSb鋼管優質工藝視頻!它將為您提供比圖文更直觀、更的產品介紹,點擊觀看,讓您輕松了解產品詳情。
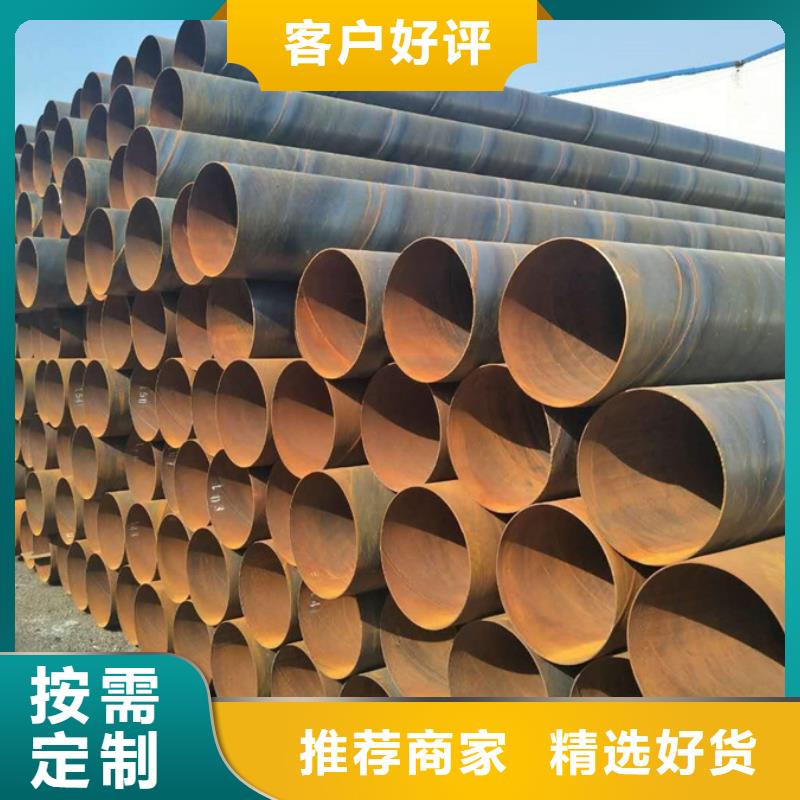
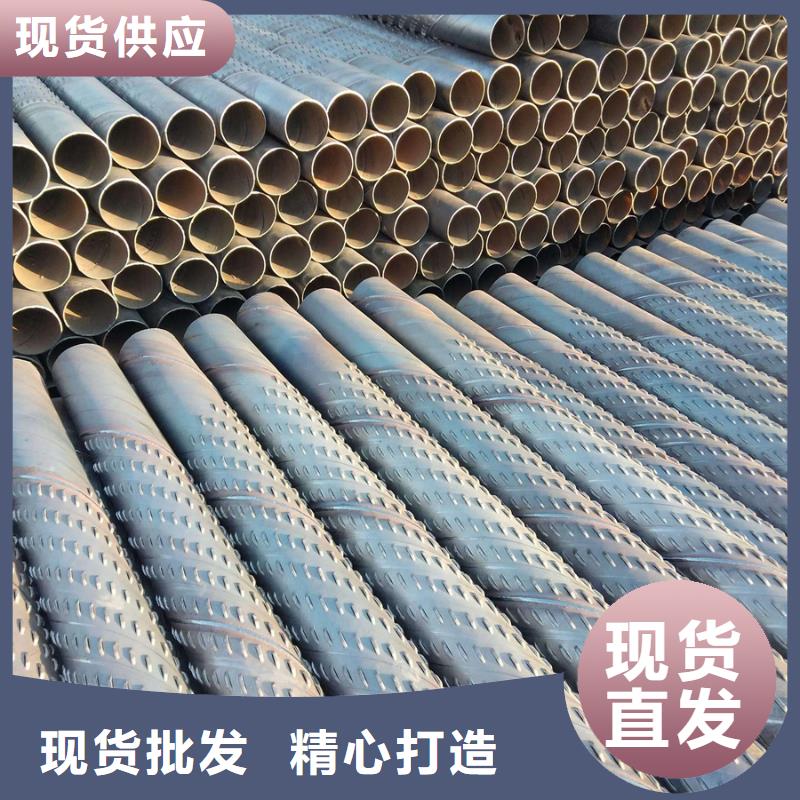
以下是:螺旋管09CrCuSb鋼管優質工藝的圖文介紹

2.湖北隨州防腐螺旋管焊接 表面焊接采用電弧焊,一次下基,兩次生存,每道焊縫均焊接一次,每層引弧引出的焊縫要錯開。 A.湖北隨州防腐螺旋管管接頭應先于口,爐渣,管端的坡口角,鈍口,間隙,應符合規格;間隙之間不能采用間隙焊接或采用間隙焊接的方法來縮小間隙焊接。 B.湖北隨州防腐螺旋管口應與壁齊平,長300mm長的直尺按內壁的順序排列,以關閉錯誤的端口以允許局部檢查,應為壁厚的0.2倍,且不大于2毫米 C.湖北隨州防腐螺旋管縱向焊縫和圓周焊縫的位置應滿足以下要求:縱向焊縫應與管道垂直線的半圓成約45°;增強螺旋鋼管與增強環的焊縫應在縱向方向上錯開焊縫,間距不應小于100mm;加強環管的圓周焊縫截面不應小于50mm;管道的任何位置均不得有十字形焊縫。 D.湖北隨州鍍鋅螺旋管定位焊接時,所有焊墊(或等級)的定位應與正式焊接相同,但焊條直徑可選精細。定位焊縫的焊接電流應選擇大于正式焊接的電流,通常為10%-15%,以確保熔深。


1.湖北隨州Q355B螺旋管采用較低的淬火溫度和較短的保溫時間,對于高合金鋼, 慮到合金元素多,其保溫螺旋鋼管的導熱性差,因此應進行充分的預熱(一或多次)。 2.湖北隨州Q355B螺旋管對于容易淬裂的部位(如螺紋孔、棱角、凹槽等),要采石棉繩塞住或用鐵皮等包好,淬火時應進行適當的預冷,防止因弱環節冷速過快造成保溫螺旋鋼管的開裂. 3.湖北隨州Q355B螺旋管選用緩慢冷卻的介質,采用油冷的保溫螺旋鋼管,應避免在水中冷;掌握好出冷卻介質的時間,一般為冷卻到保溫螺旋鋼管的附近立提出空冷;為防止單液淬火時冷卻裂紋的產生,可采用髙濃度的或硝鹽水溶液作為冷卻介質,則可以使形狀復雜的工件免除淬火裂的危險。



經過蘇滬金屬制品有限公司多年的努力,現公司擁有一批高素質的研發團隊,和技術服務團隊,被認定為湖北隨州高新技術企業,我們堅持以質量為生命, 湖北隨州09CuPCrNiA角鋼市場為導向,誠信為本的理念,永遠把客戶的利益和需求放在首位,且在國內外市場上有一定的認知度,同時也獲得行業內人士和客戶一致的認可,同時歡迎各界朋友同我公司進行廣泛的技術交流與合作。

