

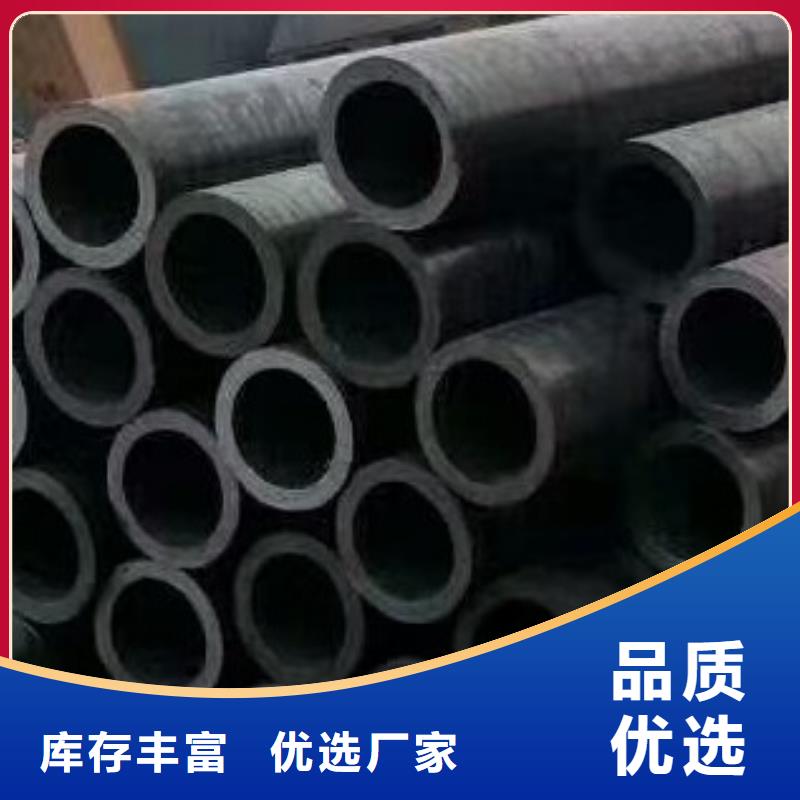


天津20CrMo高壓鍋爐管
天津20CrMo高壓鍋爐管是鍋爐管的一種,屬于無縫鋼管類別。制造方法與無縫管相同,但對制造鋼管所用的鋼種有嚴格的要求。高壓鍋爐管使用時經常處于高溫和高壓條件,管子在高溫煙氣和水蒸氣的作用下,會發生氧化和腐蝕。要求鋼管具有高的持久強度,高的抗氧化腐蝕性能,并有良好的組織穩定性。天津20CrMo高壓鍋爐管淬透性較高,無回火脆性,焊接性相當好,形成冷裂的傾向很小,可切削性及冷應變塑性良好。一般在調質或滲碳淬火狀態下使用,用于制造在非腐蝕性介質及工作溫度低于250℃、含有氮氫混合物的介質中工作的高壓管及各種緊固件、較高級的滲碳零件,如齒輪、軸等。


熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。
使用專用夾具,將鋼管逐支放在一個清洗托架上固定,支架另一頭有一個帶旋轉馬達的電機,電機上連接一個長軸,長軸每一定距離用小支架支撐,小支架帶滑輪,能滑動。將自制刷子裝在這個長軸上,開動電源,刷子開始旋轉進入鋼管內壁清洗。反轉電機,刷子即退出鋼管內孔。 了保證拉桿的自動鎖緊和脫離,外錐形拉撥體和內錐形外契合體的錐形面通常是在一定的度數范圍內實現的,當錐形面鎖緊后滑動小車在動力牽引桿的作用下帶著整個拉撥體在軌道上移動。



友豐商貿有限公司位于開發區武夷山路,交通j i為便利。公司常年致力于 河南三門峽無縫方管的研發和生產,擁有雄厚的專業技術力量。 公司專營 河南三門峽無縫方管系列產品,公司一貫信奉合作來源于誠信,品質來源于實現的行為準側,致力于互利互惠,資源共享的雙贏模式,竭誠歡迎垂詢洽談。

無縫鋼管焊條
1.電弧焊連接的管道在放樣劃線的基礎上按矯正管材、切割下料、坡口、組對、焊接、清理焊渣等工序進行施工。
2.坡口加工及清理:]管道的切割坡口一般采用氧-乙炔焰氣割,氣割完成后,用銼刀干凈管口氧化鐵,用磨光機將影響焊接質量的凹凸不平處削磨平整。小直徑管道盡量采用砂輪切割機和手提式電動切管機切割,然后用磨光機進行管口坡口。
3.管道坡口采用V型坡口,坡口用機械加工或砂輪機打磨,做到光滑、平整。對坡口兩側20mm范圍內將油污,鐵銹和水份去除,且保證露出金屬光澤,保證坡口表面不得有裂紋、夾層等缺陷,并坡口內外側污物。
4.焊條、焊劑使用前應該按說明書進行烘干,并在使用過程中保持干燥。焊條藥皮無脫落和顯著裂紋。
5.焊前管口組對:管口組對采用專用的組對工具,以確保管子的平直度和對口平齊度。管道對接焊口的組對必須做到內壁齊平,內壁錯邊量不可超標;管子組對點固,應由焊接同管子的焊工進行,點固用的焊條或焊絲應與正式焊接所用的相同,點焊長度為10-15mm,高度為2-4mm,且應超過管壁厚的2/3;管道焊縫表面不得裂縫、氣孔、夾渣等缺陷;管子、管件對點固時,應保持焊接區域不受惡劣環境條件(風、雨)的影響。
