



想一睹電氣焊廚師培訓報名優惠產品的真實風采嗎?我們的現場實拍視頻將帶您親臨現場,帶你感受電氣焊廚師培訓報名優惠產品的獨特之處!
以下是:電氣焊廚師培訓報名優惠的圖文介紹

幾年來公司堅持優良的 山東德州中式面點培訓學校品質,穩定的性能,合理的價格,完善的服務,誠信的經營,產品暢銷全國29個省自治區,并在各主要城市設立了區域銷售部,形成了健全的銷售網絡。 虎振技工學校秉承、理性、持續發展的戰略思想、堅持求實進取,團結奉獻的創業精神。以高質量的 山東德州中式面點培訓學校產品贏得客戶,服務社會,用我們的智慧和激情去描繪宏偉藍圖。


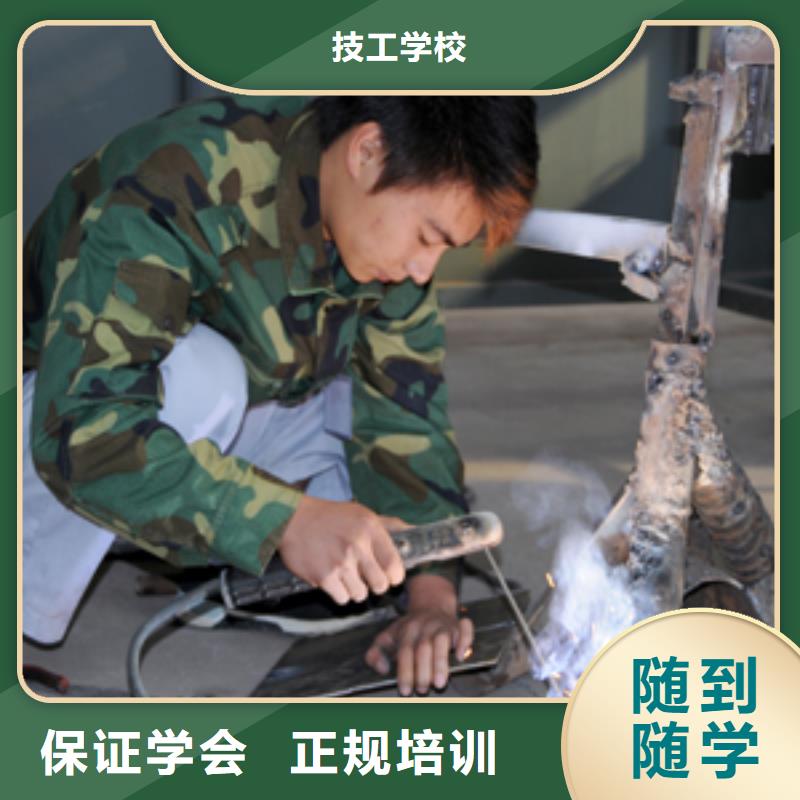
焊件不需要預熱.焊前在試板上試焊,當確認無氣孔後再進行正式焊接。采用高頻引弧,起弧點應越過中央線20mm左右,並停留不動約2-3秒,見圖1。然後在保證焊透的情況下,采用大電流、快速焊。焊絲不擺動,焊絲端部不應離開氬氣保護區。如離開氬氣保護區.焊絲端部應剪掉。焊絲與焊縫表面的夾角宜在15O右。焊槍與焊縫表面的夾角宜保持在80O~90O之間,如圖2。為增大氬氣保護區和增強保護效果,可采用大直徑焊槍瓷嘴,加大焊槍氬氣流量。當噴嘴上有顯著阻礙氬氣氣流暢通流暢的飛濺物附著時。必需將飛濺物或更換噴嘴。當鎢極端部泛起污染,外形不規則等現象時.必需修整或更換。鎢極不宜伸出噴嘴外。焊接溫度的控制主要是焊接速度和焊接電流大小的控制。




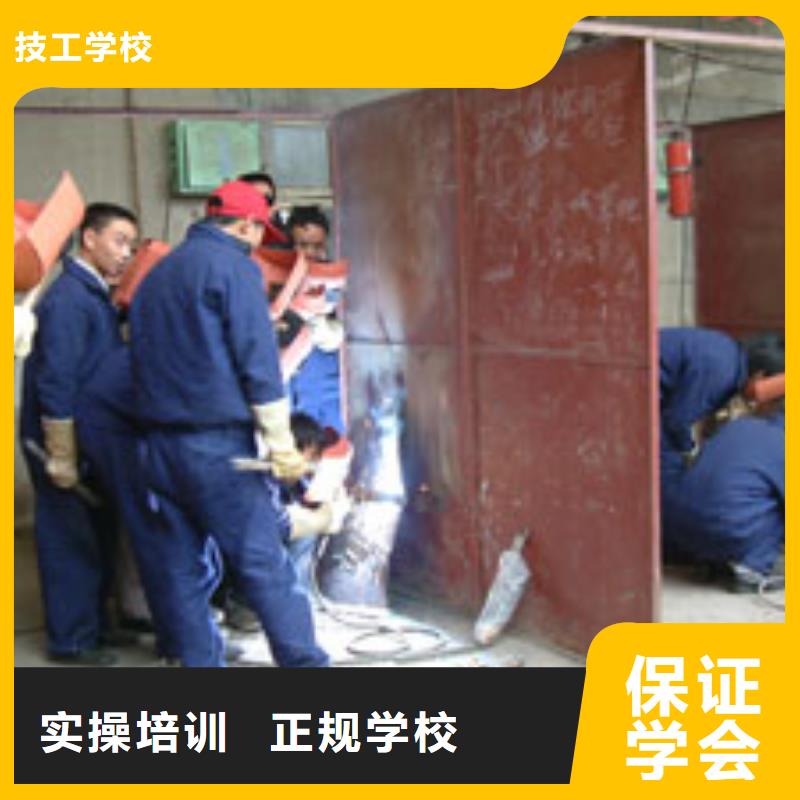
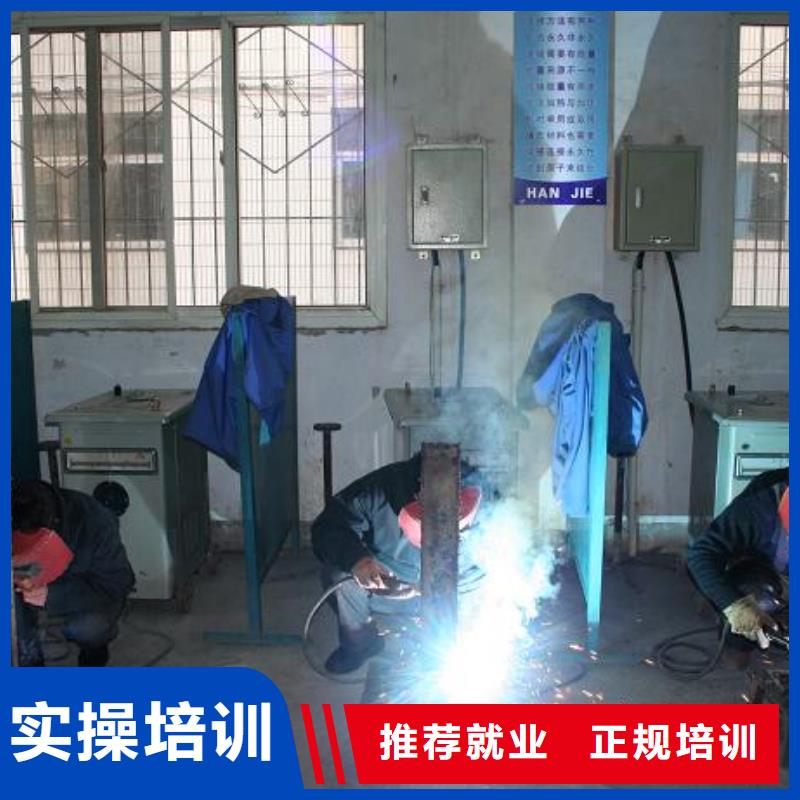
二、知識結構及要求:通過學習培訓,能看圖紙和制圖,常用零件的規定畫法及代號標準,金屬材料的牌號性能和用途,交、直流孤焊機的構造和使用方法,焊接工藝特點,焊接工工藝參數和焊接坡口的基本形式與尺寸、焊芯牌號及焊條分類,焊劑的作用和分類,氬氣鎢極的牌號規格,焊接接頭的分類、接著形式、坡口形式、焊接位置。金屬材料與熱處理、工程制圖、工程力學、機械設計基礎、金屬熔化焊基礎、焊接電源、焊接技術原理與工藝、焊接方法與設備、焊接結構、焊接質量檢驗。焊接技能訓練 :(1)氣割、氣焊 (2)手工電弧焊 (3)CO2氣體保護焊 (4)氬弧焊、特種焊 (5)碳弧氣刨、 (6)等離子切割 (7)埋弧自動焊 (8)壓力容器、高壓管道 、特種設備焊接。



