



文字或許能描繪彎管彎管廠家質檢合格出廠產品的輪廓,但視頻卻能賦予它生命。每一幀都是一次全新的體驗,每一次點擊都是一次心靈的觸動。快來觀看,讓產品活起來!
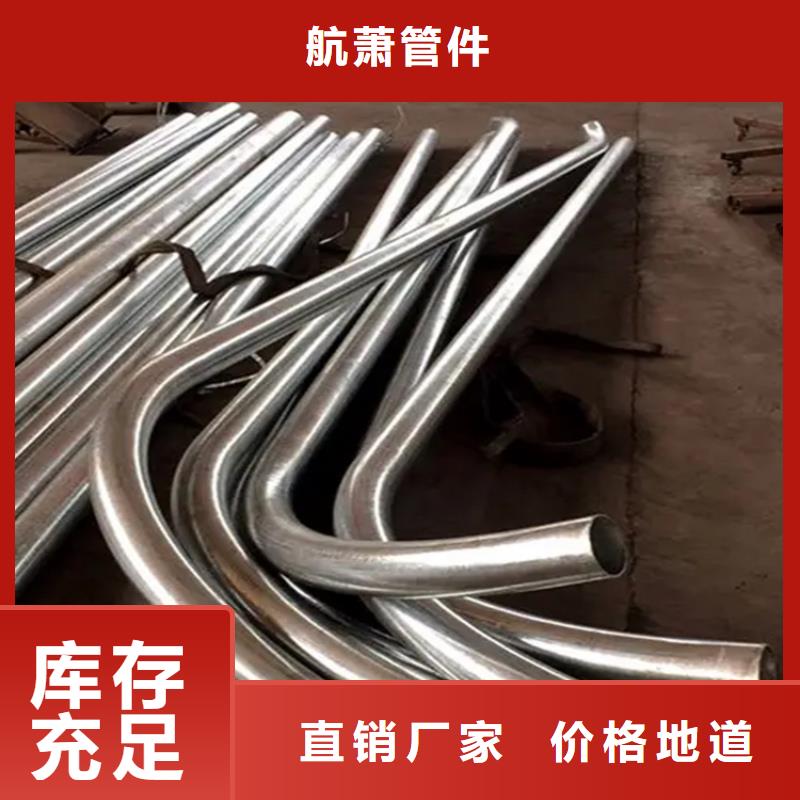
以下是:彎管彎管廠家質檢合格出廠的圖文介紹

航蕭管件有限公司憑借雄厚的資金實力、先進的管理經驗、優良的銷售服務、嚴格的質量進貨管 理體系和科學的整體營銷手段,與您攜手并進,共同發展。 公司經營以“誠信為本、客戶至上”為原則,管理上堅持以人為本,服務上以客戶為尊。 我公司將憑借良好的信譽,雄厚的實力,優質的 上海長寧中頻彎管產品,低廉的價格服務于廣大用戶。


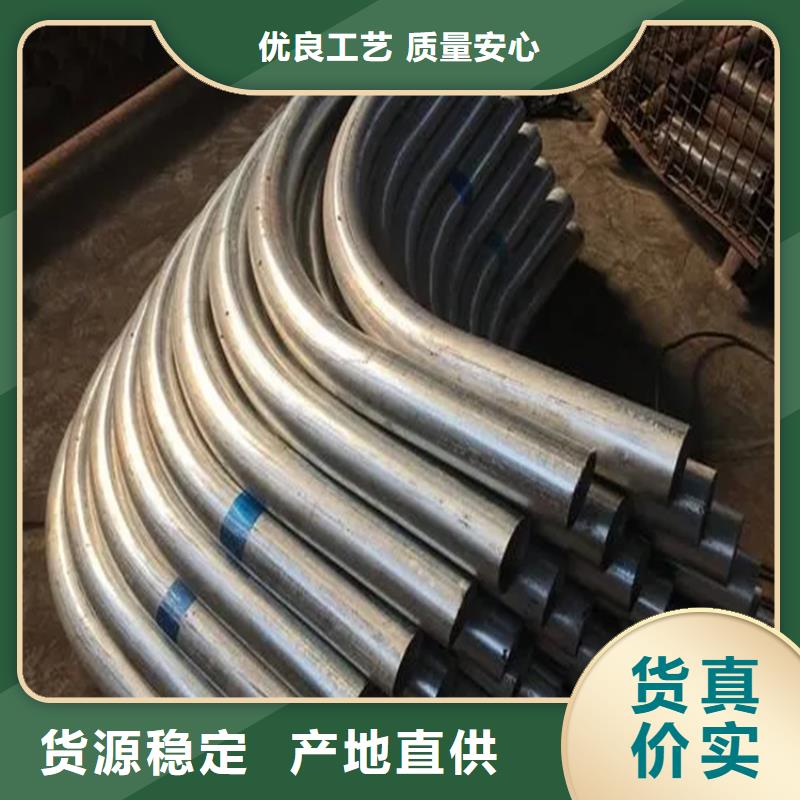
在日常生活、工作中。都會遇到直管拉彎成各種形狀進行使用。彎管是采用成套彎曲模具進行彎曲的,無論是哪一種機器設備,大部分都用到彎管,主要用以輸油、輸氣、輸液等,在飛機及其發動機上更占有相當重要的地位。在這么重要的使用情況下,對于彎管的加工方法我們了解多少呢?下面小編就給您講講彎管加工常用的五種方法介紹。 1、沖壓法:在沖床上用帶錐度的芯子將管端擴到要求的尺寸和形狀。 2、彎曲成形法:有三種方法較為常用,一種方法叫伸展法,另一種方法叫沖壓法,第三種滾輪法,有3-4個輥,兩個固定輥,一個調整輥,調整固定輥距,成品管件就是彎曲的。 3、鼓脹法:一種是在管內放置橡膠,上方用沖子壓縮,使管子凸出成形;另一種方法是液壓鼓脹成形,在管子中部充入液體,液體壓力把彎管鼓成所需要的形狀,波紋管的生產大部分用的是這種方法 4、鍛壓法:用型鍛機將管子端部或一部分予以沖伸,使管件外徑減少,常用型鍛機有旋轉式、連桿式、滾輪式。 5、滾輪法:在管內放置芯子,外周用滾輪推壓,用于圓緣加工。 6、滾軋法:一般不用芯軸,適合于厚壁管內側圓緣。 以上內容就是無錫彎管加工常用的五種方法介紹,希望看完上述內容后在您以后的加工中對您能有所幫助。如想了解更多相關內容,歡迎隨時聯系我們!



根據彎管的制造方法,彎管可分為煨制彎管、沖壓彎管和焊接彎管。煨制彎管可分為冷煨彎管和熱煨彎管,彎管是改變管道方向的管件,彎管可在管道和橫梁的入口處使用。 煨制彎頭具有良好的膨脹性、高耐壓性和低阻力的優點,因此,它常應用于建筑中。彎頭的主要形式有:U形彎頭、彎頭、前后彎曲和弧形彎頭等,前彎和后彎是一種帶有兩個角的裝置,彎曲實驗前后的中心線位置之間的距離,稱為彎曲實驗前后的高度,用h表示。當加熱室垂直于由主管和分支管連接的散熱器時,它不與同一連接器上的表面接觸。U形管是一種正半圓形狀的管件,圓管兩端中心線之間的距離d是彎曲半徑的兩倍。U形管可以代替兩個90°彎曲,大致是圓形機翼,連接兩個垂直布置的散熱器。弧形彎管是一種具有以下不同彎曲角度的管件,中角為90°,側角為135°,弧形彎管是用來繞過其他一些系統的管道,這些管道通常用于管道材料提供熱水和冷水時。彎管的大小取決于彎管的直徑、彎曲角和彎曲半徑,根據實際施工現場和施工圖確定彎角,然后使用模板,根據模板的檢彎角度確定管的彎曲角,以滿足要求。 異形彎管的加工工藝不同于厚壁彎管,由于中國市場發展需求的不同,管道和其他產品的設計也是多樣化的。如果一個產品不能滿足市場需求,就會出現異形的彎曲,根據所設計的異形彎管直徑,將異形彎管分為一次沖壓成形和多次沖壓成形,異形彎管縮孔成形工藝是將等于不同直徑管材直徑的毛坯放入成形模中,通過沿毛坯軸向目標擠壓,沿模腔形成和縮短金屬。 擴徑過程主要針對不同直徑的直徑偏差,不易收縮,有時根據材料和產品成型的需要,將膨脹和收縮結合起來操作,然而,如果沒有沖壓工藝,材料消耗較少,而且沒有其他加熱設備正在形成厚的彎曲切屑。因此,厚壁彎管沖壓是一種節材節能的加工技術,另外,沖壓件的成本相對較低,使用這種方法的人也較多,在厚壁彎曲管的沖壓成形中,一般不會影響沖壓件的表面質量。模具保證了沖壓件的尺寸和形狀精度,該模具壽命長,沖壓質量穩定,互換性好,易于機械化和自動化。

