








為了讓用戶用上滿意的產品,揚禹水工機械有限公司建立了嚴苛的 江蘇蘇州平板鋼閘門質量驗收的標準,還擁有先進的操作技術,為客戶提供精準的售后服務,以遠高于驗收標準的工藝確保 江蘇蘇州平板鋼閘門的質量。





用戶選購名錄(另計價) a,特殊材質的吊耳銷軸、吊耳 b,雙向止水 c、鑲銅止水帶或不銹鋼止水帶及滑道 d,加長滑道部分(超過本公懷標定值時) e,工作水頭超過本公司規定標定值時,需機械強度增加需發生的變更設計后制造增加費用 f,其它變更注明:產品重量僅供需方參考,不作為用戶收貨依據。產品產要技術參數及特性值,以訂貨前公司給出值為準,如有變更,恕不另行通知。
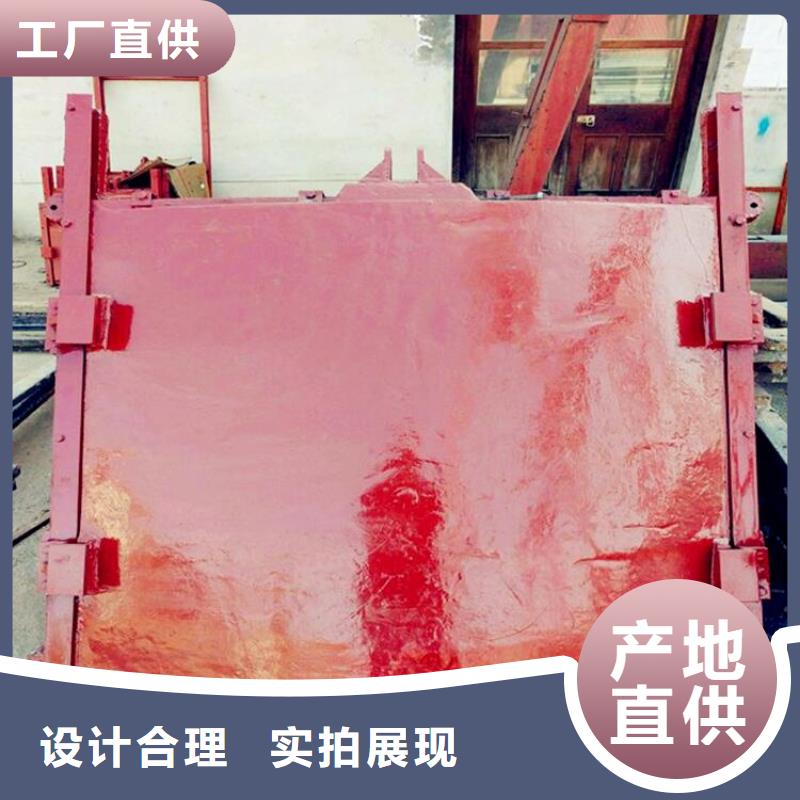
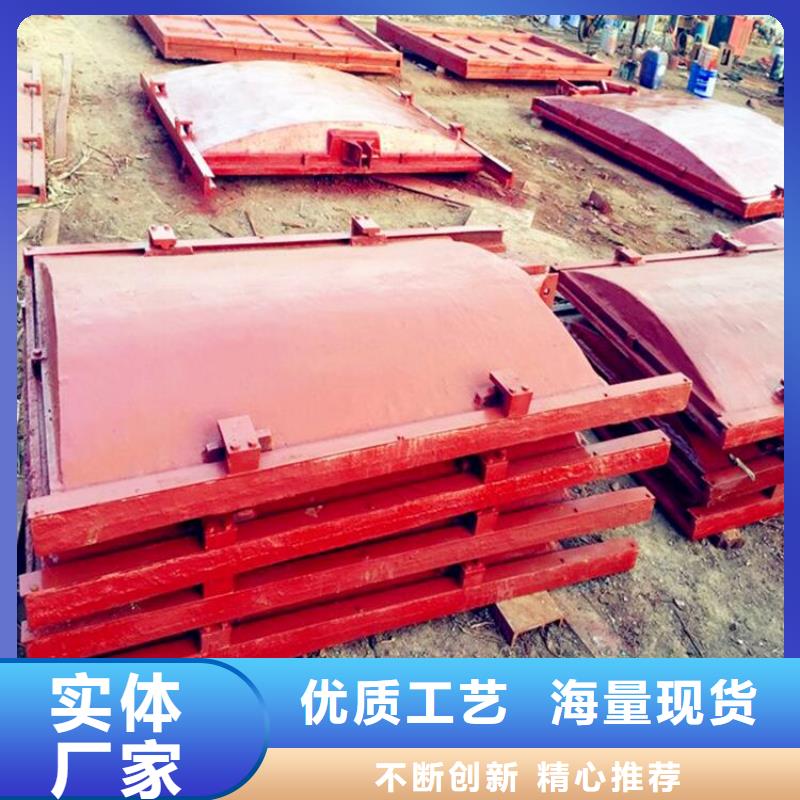
1.PGZ型系列平面鑄鐵閘門只限于安裝在露頂式水利工程上使用和閘后止水:
2.規格500mm-2500mm時為鑄造結構整體式,選用單吊啟閉機;
3.規格3000mm-4000mm時為鑄造結構組裝式,選用雙吊啟閉機;
4.根據用戶特殊要求,可把止水面安裝上銅止水;
5.根據用戶特殊要求,可生產公司標準規格外異形閘門;
6.可根據用戶來圖樣,制造各種異形閘門或為用戶設計異形閘門圖樣;
7.根據用戶水利工程水頭高低配備啟閉機(啟閉力=水頭+閘門面積、重量+螺桿重量+摩擦、系數)由閘門控制箱面板上的模式轉換開關來選擇,模式轉換開關的狀態反饋給控制系統。
(1) 手動模式:選擇開關設在機體上,操作人員可在現場手動﹑電動開關閘門。
(2) 自動模式:現場電控柜配置有向中心控制式傳輸狀態信號的接口和接受中控制室遙控的信號接口。



鑄鐵閘門防腐處理質量檢查
鋼閘門防腐處理的每道工序完成后,必須進行嚴格的質量檢查,合格后方可進行下一道工序的施工,檢查標準為設計要求或規范規定。
4.1表面處理(噴砂)
一般噴砂處理后,表面清潔度達到Sa2.5級,可用對比照片檢查;表面粗糙度數值達到40-70μm,用專用量具或樣塊檢測。
涂層遍數與厚度
一般噴鋅、噴防銹漆、噴面漆均分兩遍完成,噴鋅 遍完成總量的70-80%,第二遍完成20-30%,噴漆兩遍各完成總量的一半。每遍噴涂應有一定重疊量,兩遍噴涂噴束應垂直交叉覆蓋。
3.6邊角位置及拼接焊縫處的噴涂
為保證閘門邊角位置的噴涂質量,在每層噴涂之前應先將這些位置噴涂兩遍,然后對閘門噴涂。
閘門拼接位置必須在施工現場或安裝就位后進行焊接,所以應在焊縫處各側50mm范圍內涂裝焊接時不對焊縫質量產生不良影響的車間底漆,以免坡口生銹。焊接后,對焊縫區進行二次除銹與噴涂。
