
想要一睹塑料托盤實體誠信廠家產品的真容嗎?快來觀看我們的視頻吧!我們將帶您走進一個全新的世界,感受產品的魅力與品質。
以下是:塑料托盤實體誠信廠家的圖文介紹


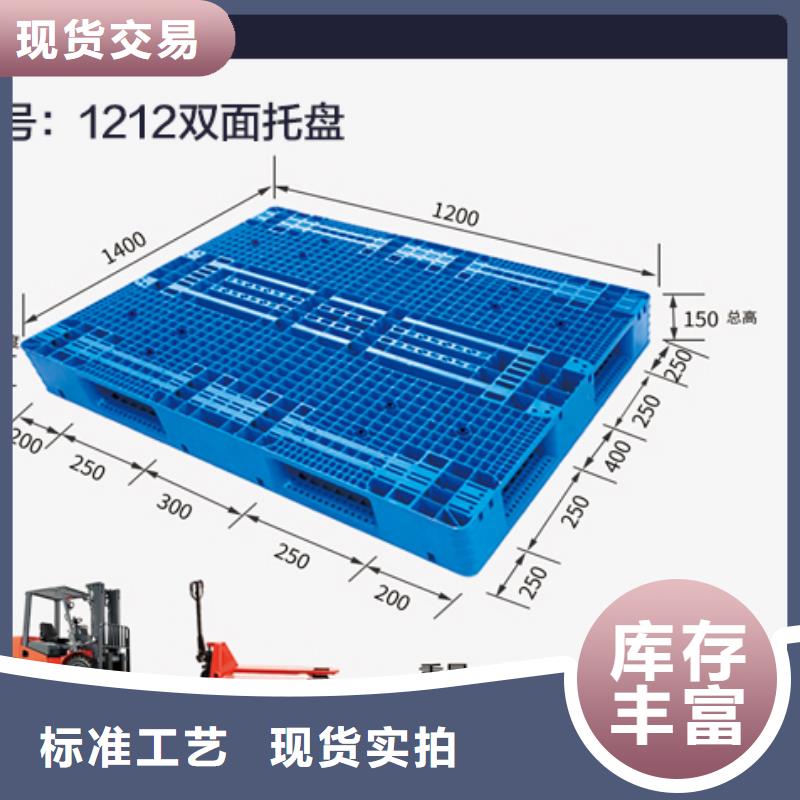
塑料托盤的制作流程
其特征在于該方法包括以下步驟:
以高密度聚乙烯和高密度聚丙烯為原料,分別將兩種原料粉碎成粒度為2~6毫米的顆粒,清洗后在100~120℃烘干2~4小時,得到干燥固體原料;
將上述兩種干燥固體原料混合,混合比例為:再生高密度聚乙烯占原料總重的重量百分比為10~30,全新高密度聚丙烯占原料總重的重量百分比為90~70,得到原料混合物,在原料混合物中分別加入占原料混合物重量百分比為2~6的彈性體增韌劑、占原料混合物重量百分比為0.5~3的交聯劑、占原料混合物重量百分比為0.5~2的流動助劑以及占原料混合物重量百分比為0.5~0.6的有機顏料,混合均勻,得到混合物;
使上述混合物在2萬克至4萬克的注塑機中,經柱塞料筒中100℃~220℃反應后注塑成型,模具溫度為20~50℃,注射壓力為80~140MPa,保壓壓力為注射壓力的30%~60%,背壓為5~20MPa,得到塑料托盤。



賽普塑料制品有限公司位于重慶市德感工業園區石稻路1888號,主要生產 江蘇南京PE加藥箱等。公司以誠信為準則,以質量為根本,用心服務好每一位客戶!大量庫存,現貨充足,下單咨詢產品規格符合即可發貨。您購買的產品在物流到達您的城市內,會及時通知您取貨,請您當場驗收,檢查件數是否與物流單對應,以及產品是否損壞確認好后再簽收貨物,如發現貨物有丟失和損壞,請當場與我們聯系。

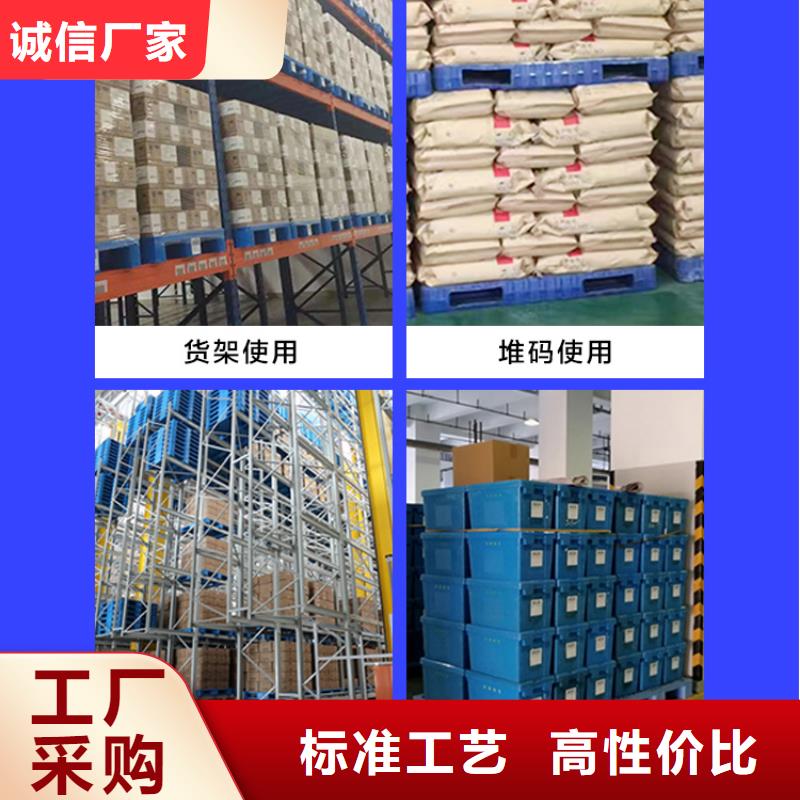
塑料托盤在倉庫貨架上使用時,要考慮貨架的寬度及進深的尺寸,通常選取式貨架每層每個貨位擺放兩塊托盤,并留出200mm左右的存取活動空間。在深度方向上盡量給予大尺寸,這樣做不會產生對塑料托盤承載量的苛刻要求,以節約采購費用。

