

精心打磨的產品視頻已準備就緒,它將帶您深入直縫管大口徑鋼管保障的魅力世界,讓您重新發現產品的無限可能。
以下是:直縫管大口徑鋼管保障的圖文介紹


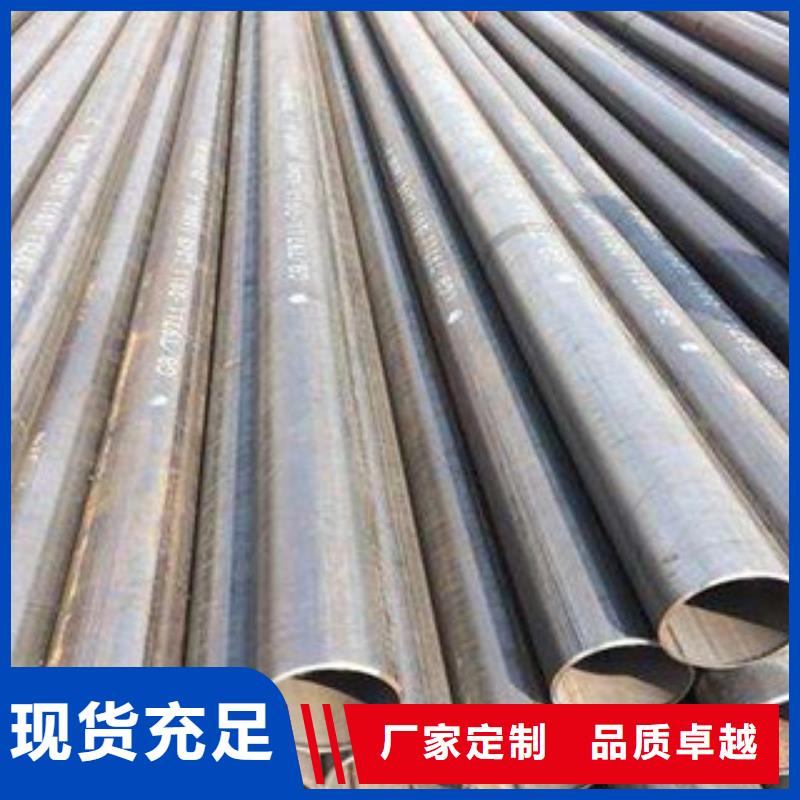
螺旋管自身并不會變熱,但是實驗樣本會顯著發燒。在加熱溫度超過電弧熔化機時,無線電頻率感應器將提供更多的控制,使科學家可以調整合金具體的成分比例。螺旋鋼管承壓能力強,塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊螺旋鋼管(SY5037-83),采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等。JCOE直縫埋弧焊管成型方式科學、經濟,生產工藝:基本克服了螺旋縫焊管技術的不足,焊縫質量容易保證、殘余應力小。因此,JCOE直縫埋弧焊管是近幾年制管業發展的一個趨勢。一根焊管經探傷、下料后,各控制繼電器已相繼斷開,一個探傷循環結束,系統自動復位,準備下一根焊管的檢測。



鋼興鋼管 有限公司已榮獲 “高新技術企業”、“工業企業質量標桿”、“青海質量獎”、“青海產品”、青海“守合同重信用企業”,公司在消化、吸收國內外起重機先進的 青海20G無縫鋼管設計理念和制造技術的基礎上,全力對 青海20G無縫鋼管進行改型設計,與國際同類產品接軌,占領市場制高點。


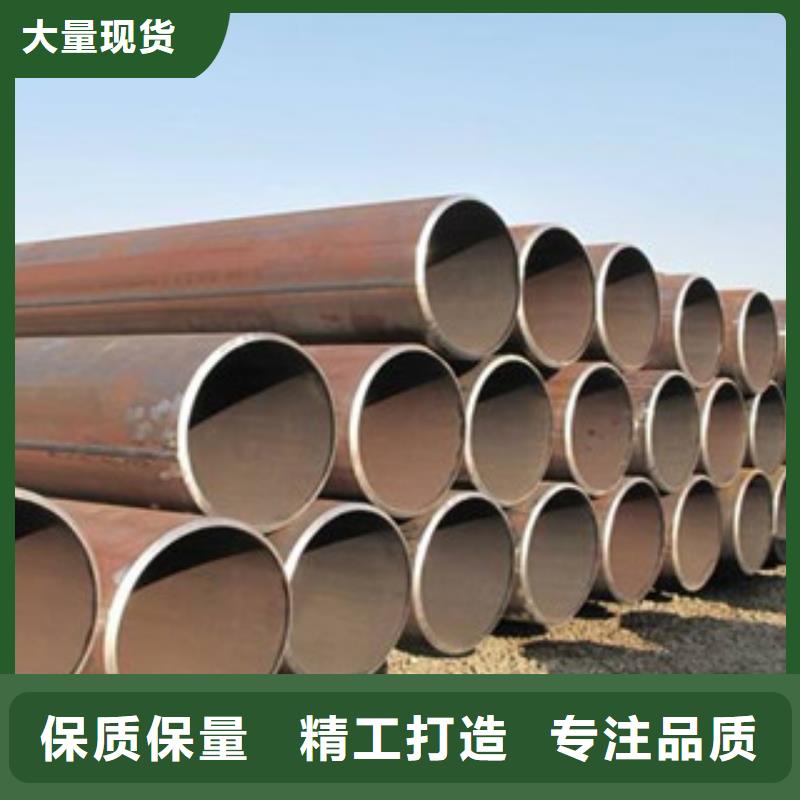
直縫電焊鋼管以帶鋼為原料,通過一組成型機架連續成型為管狀,然后用電阻加熱或感應加熱使帶鋼邊緣部位處于熔融狀態,在壓力的作用下將接縫焊合而得到鋼管。它能生產的產品 為Dmax<660.4mm,Smax<16mm,D/S>100。連續輥式成型是將管坯在具有一定軋輥孔型的多機架軋機上進行連續塑性彎曲而成管筒狀,是一種應用廣泛、優質的中、小口徑電焊管成型方法。自然成型法:自然成型法也叫排輥成型法(CFE),該成型法的特點是在成型過程中,沿縱向在管坯的邊緣外側配置了軋輥群,以控制邊緣延伸。同時軋輥群又從外側來束縛管坯的邊緣,將邊緣延伸作為壓縮變形的形式來吸收,使帶鋼的成形過程接近于自然彎曲形狀的成型法。因此它是一種既能防止邊緣延伸,又能吸收邊緣延伸的成型法,適用于成型中口徑薄壁管(D>400mm)。


直縫管和有縫管有什么區別?
直縫管和有縫管都是無縫鋼管,有焊管、螺旋管等,沒有多大的區別,主要是生產時焊縫不一樣。有縫管主要用于結構,壓力不高的輸水管,民用設施等.但隨著制造技術的提高,有縫管的使用領域也越來越廣泛.象現在西氣東輸大多使用大直徑的直縫管,如P91,P22等!



