




我們的視頻卻能以直觀、生動的方式,讓您感受到產品的獨特之處。觀看視頻,讓無縫鋼管源頭廠家來圖定制自己向您展示它的卓越品質和出色性能。
以下是:無縫鋼管源頭廠家來圖定制的圖文介紹
接坡口的鋼板板邊進行預彎。防止成型機成型成型鋼管中產生過長的直邊,保證鋼板的圓度。全自動鋼管成型機:完成對各種金屬板料的彎曲成型。進行進一步的合縫和預焊,鋼管預焊機:將成型機成型合格的開口管坯,為內、外焊做準備。焊接小車運送工件沿軌道行走,雙絲內焊機:用于對大口徑直縫鋼管進行自動埋弧焊接,配合主機實現對工件的焊接。 焊接小車運送工件沿軌道行走,雙絲外焊機:用于對直縫鋼管進行自動埋弧焊接,配合主機實現對工件的焊接。以改變鋼管圓度,鋼管精整機:對圓度欠佳的長圓管逐段從外部施加強大壓力,使之達到有關規范和使用要求。龍門移動式感官矯直機:用于鋼制圓柱型管的矯直。直縫鋼管平頭倒角機:將直縫鋼管端部按規定的鈍邊以及坡口角度進行


發達的產鋼大國焊管取代無縫管的 個階段之所以是70年代,同焊管“無縫化”技術的成熟有關系。焊管能在質量上優于無縫管,主要是70年代冶金技術的發展使熱軋板卷可以作為焊管的質優、價廉、充足的原料,電子計算機技術的發展使焊管工藝可以全線連續自動,在線熱處理技術的發展使焊管在焊接后中頻退火處理、自動無損檢測技術的發展可以對焊縫和母材進行質量檢查,保證,從而使客戶放心使用而無后顧之優。 焊管的核心技術是“無縫化”,對此,即便學術界專業人士仍然心存疑慮。焊管“無縫化”的含義焊管和無縫管相比, 的區別是焊管有一道焊縫。由于有了焊縫,使外形凸出高于母材很多,明顯地看出了“縫”;同時,內部物理性質上也產生了變化。如果能夠在這



。“西氣東輸”工程的實踐已經從一個側面說明螺旋焊管可以用于輸送天然氣(一類地區);但螺旋焊管的生產工藝要適應成批、穩定地生產大口徑(l000mm以上)、高鋼級(X70級以上)、厚厚(14mm以上)是頗為艱難的。 例如,西氣東輸鋼管技術標準要求錯邊量小于2mm,由此,要求帶鋼的月牙彎必須小于8mm/5m,但標準和國內標準GS/714164-93規定帶鋼的月牙彎為25mm/m,很難滿足這個要求。這就是加拿大為什么用鋼板而不用鋼卷來制作螺旋管的原因。何況螺旋焊管用機械擴徑方法來應力難度大,外防腐層厚度在螺旋焊縫處的厚度比管體上的要減薄近30%,這些都不能不列入工程考慮范圍之內。制管全過程是一個系統工程,不僅僅限于學術研究


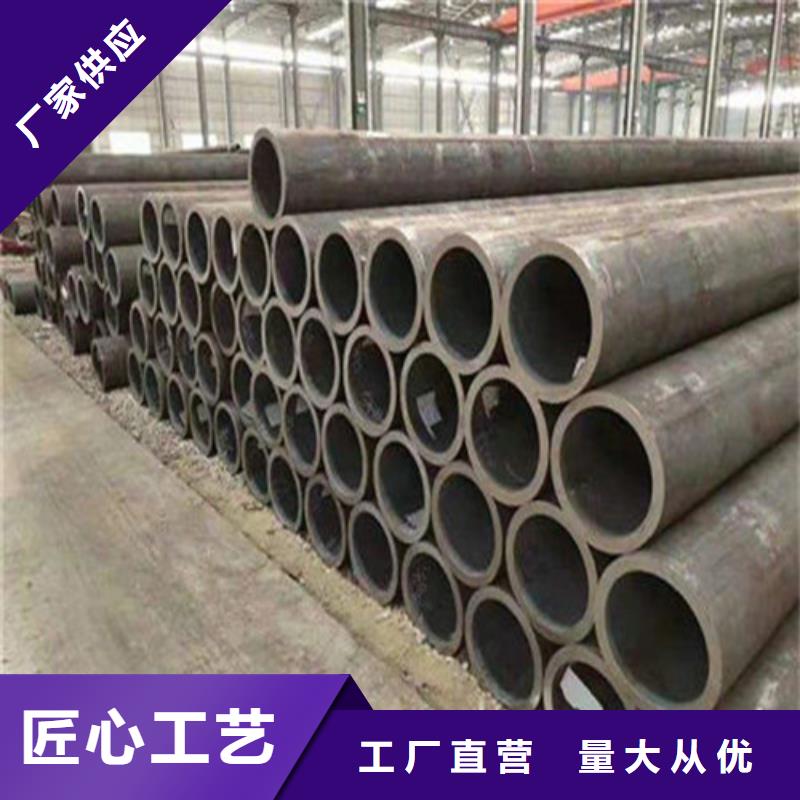
制造工藝 1.熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫 不銹鋼無縫管的特點: 其一、該產品的壁厚越厚,它就越具有經濟性和實用性,壁厚越薄,它的加工成本就會大幅度的上升;其次、該產品的工藝決定它的局限性能,一般無縫鋼管精度低:壁厚不均勻、管內外表光亮度低、定尺成本高,且內外表還有麻點、黑點不易去除;其三、它的檢測及整形必須離線處理。因此它在高壓、高強度、機械結構用材方面體現了它的優越性。 不銹鋼



在激烈的 廣東中山石油裂化管市場競爭中,憑借良好的合作關系公司茁壯發展,在持續改進、追求卓越不斷進取、不斷滿足的信念,鼎財金屬制品有限公司在不斷創新中求發展,個人靠創新精神求進步,日積月累,量變到質變,每天的一小步,就是企業將來的一大步,點滴的匯集,使公司成長的實力雄厚的 廣東中山石油裂化管企業。 公司可為用戶訂做各種特殊規格,特種材質 廣東中山石油裂化管,交貨及時,價格低,質量優,節假日照常營業、并可汽運、火運,量大可以在廠直接發貨。