


為了給您提供更的不銹鋼復合管橋梁立柱客戶好評產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。
以下是:不銹鋼復合管橋梁立柱客戶好評的圖文介紹
我廠管理體系完善, 【波形護欄】技術力量雄厚, 【波形護欄】加工設備齊全, 【波形護欄】產品性能具有國內先進水平, 【波形護欄】產品質量居于國內同行業優越地位。優良的 【波形護欄】產品,完善的售后服務,使我廠樹立良好的企業形象,并得到廣大用戶的一致好評和信賴。
潤達不銹鋼復合管生產制造廠家(麗水市分公司)服務宗旨:產品質量以優爭先,銷售服務以誠為本,合同往來以信當榮。



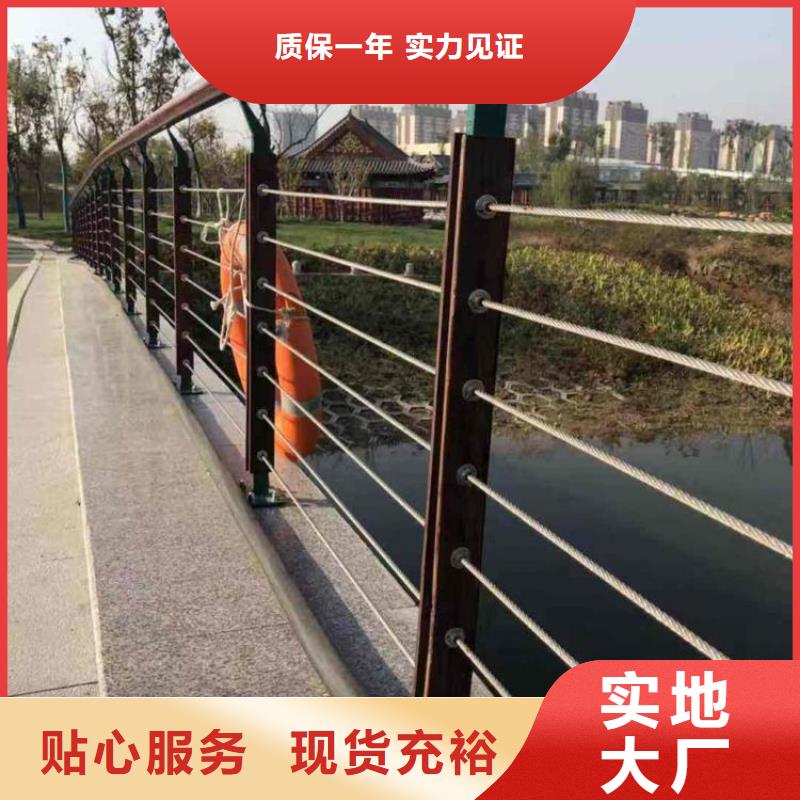
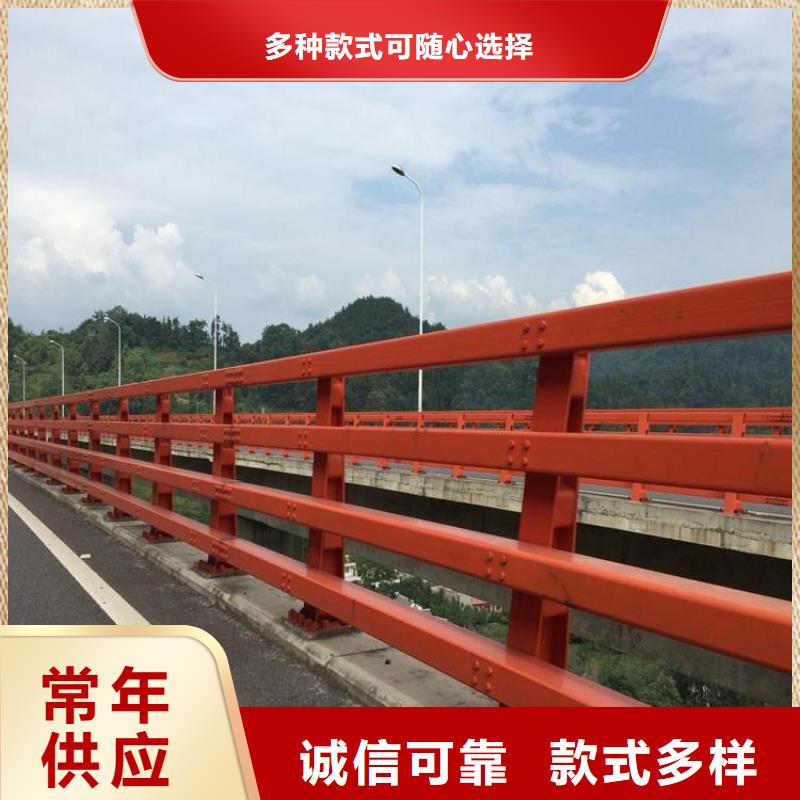
潤達不銹鋼復合管生產制造廠主營:不銹鋼復合管欄桿,不銹鋼復合管護欄,不銹鋼碳素鋼復合管欄桿,不銹鋼防撞護欄,不銹鋼復合管,不銹鋼橋梁護欄,護欄鋼板立柱,鍍鋅噴塑Q235B鋼板立柱,不銹鋼橋梁欄桿產品圖片、屬性僅供參考,價格以客戶定制規格而定,拍前請來電或聯系在線客服,確認您所需的規格。



不銹鋼復合管護欄焊接要領
1.采用帶有高頻、脈沖裝置的氬弧焊機焊接,氣體保護措施與焊純不銹鋼一樣,鎢極焊針用Ф1.6㎜,焊絲用Ф0.8~Ф1.2㎜,牌號HOCr2NN(即304焊絲),焊接電流點焊時可稍大40~50A,連焊時控制20~40A,焊接速度一般15~25㎝/min。焊接時要保護氣體為氬氣,純度為99.99%。當焊接電流為50~50A時,氬氣流量為8~0L/min,當電流為50~250A時,氬氣流量為2~5L/min。鎢極從氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm
2.將對焊處兩端磨坡口,為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80~85°角,填充焊絲與工件表面夾角應盡可能地小,一般為0°左右。。
3.采用低電壓小電流(20A~30A),氬氣調節到0.5Mpa左右,對層焊接(兩次焊接均采用氬弧焊),在焊接過程中,若發現穿孔,咬邊等缺陷,說明電流偏大,可調小。如管材焊不透,則電流偏小,可適當調大。其余如“╗”型或“╦”型的焊接法同焊純不銹鋼差不多,主要是坡口要好配合恰當,不要太大,一般在1㎜之內間隙。
4.復合管焊好后,先用砂輪片打磨,再用80~320目的千頁輪磨平,如有需要再用布輪加臘拋光即可。因復合管表層薄壁管經驗較豐富的工人在半天內即可掌握焊接要領.。


潤達護欄廠致力于不銹鋼復合管,雙金屬復合管的研究生產。下面為您詳細介紹雙金屬復合管。
雙金屬復合管由兩種不同金屬材料構成,管層之間通過各種變形和連接技術形成緊密結合,從而使兩種材料結合成一體而制成的一種新型金屬復合管材。其一般設計原則是基材滿足管道設計許用應力,復層抵抗腐蝕或磨損等。雙金屬復合管兼有基層和復層的所有優點,相對于整體合金管能有效降低成本,而且在對整體合金管具有應力腐蝕開裂敏感性的氯化物和(或) 酸性環境中復合管可以提高性和可靠性。隨著工業技術的發展,環境介質的復雜化,以及國際競爭的加劇,許多行業對金屬管材綜合性能的要求越來越高,因而雙金屬復合管及其生產技術得到迅速發展。
雙金屬復合管由兩種不同金屬材料構成,管層之間通過各種變形和連接技術形成緊密結合,從而使兩種材料結合成一體而制成的一種新型金屬復合管材。其一般設計原則是基材滿足管道設計許用應力,復層抵抗腐蝕或磨損等。雙金屬復合管兼有基層和復層的所有優點,相對于整體合金管能有效降低成本,而且在對整體合金管具有應力腐蝕開裂敏感性的氯化物和(或) 酸性環境中復合管可以提高性和可靠性。隨著工業技術的發展,環境介質的復雜化,以及國際競爭的加劇,許多行業對金屬管材綜合性能的要求越來越高,因而雙金屬復合管及其生產技術得到迅速發展。


