

聯系我們

當前位置:
聊城 松潤金屬材料有限公司 >東營本地每News
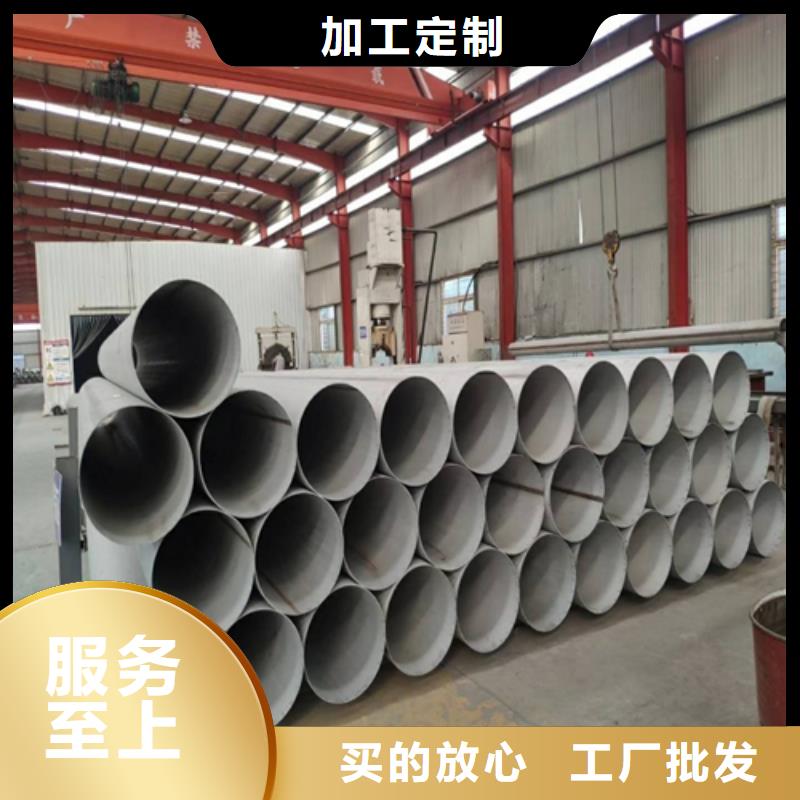
不銹鋼焊管-不銹鋼型材質量上乘
更新時間:2025-01-21 19:08:46 瀏覽次數:6 公司名稱:聊城 松潤金屬材料有限公司
以下是:不銹鋼焊管-不銹鋼型材質量上乘的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議/kg |
| 發貨期限 | 24小時 |
| 供貨總量 | 99999 |
| 運費說明 | 電議 |
| 最小起訂 | 10 |
| 質量等級 | A級 |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品品牌 | 松潤 |
| 產品規格 | 齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 質保時間 | 1年 |
| 質量認證 | 已認證 |
以下是:不銹鋼焊管-不銹鋼型材質量上乘的圖文視頻


不銹鋼焊管-不銹鋼型材質量上乘_松潤金屬材料有限公司,固定電話:18063577345,移動電話:0635-4650536,聯系人:李松,QQ:565836924,聊城經濟開發區匯通鋼材市場A-113-7發貨到山東省 東營市 河口區、墾利區、利津縣、廣饒縣 發貨到 山東省東營市。 山東省,東營市 東營市,山東省轄地級市,別稱油城、東方濕地之城、黃河水城,位于山東省北部,東、北臨渤海,西與濱州市毗鄰,南與淄博市、濰坊市接壤,地勢沿黃河走向自西南向東北傾斜,屬暖溫帶大陸性季風氣候,總面積8243平方千米。截至2022年10月,全市轄3個區、2個縣。截至2022年末,全市常住人口220.9萬人。
無需長篇大論,觀看不銹鋼焊管-不銹鋼型材質量上乘視頻,讓你瞬間愛上我們的產品。
以下是:不銹鋼焊管-不銹鋼型材質量上乘的圖文介紹
松潤金屬材料有限公司批發零售: 山東東營16mm耐高溫板,貨源充足,常備庫存,現貨充足,目前公司客戶遍布全國各地,公司一貫重合同、守信用,在業界內享有較高的商業信譽,且有雄厚的經營實力,能穩健地向客戶提供產品的營銷服務,公司優勢:貨源充足,價格合理,高端服務,寧可一諾不許,許則一諾千金,歡迎新老客戶來電咨詢洽談。


山東東營松潤金屬材料有限公司專業生產銷售各種材質規格山東東營不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,☆在不銹鋼管的品種方面:目前國外廣泛使用304L、316L等超低碳不銹鋼。國產的尿素級、高精度不銹鋼,其質量還較難保證;一些技術難度大、質量要求高的專用不銹鋼管,如電站鍋爐的熱交換器管、化肥裝置用尿素管、石油井管等,還主要依靠進口;一些具有良好耐腐蝕性能的雙相不銹鋼管,國內也很少生產,不能滿足市場需求。☆從不銹鋼管的生產上看:近十年來,隨著應用領域的迅速擴展,加上不銹鋼管高附加值的吸引,生產不銹鋼管材的企業從80年代時的十幾家發展到目前的400多家,綜合生產加工能力超過100萬t,現有不銹鋼無縫鋼管生產企業近300家,2007年生產量50萬t以上,不銹鋼焊管生產線近600條,年生產能力80萬t以上,大于需求。產量達5000t水平的企業很少,多數是年產2000t以下的小廠。我國工業用不銹鋼焊管的產能與國內市場需求不相適應,現有的不銹鋼焊管機組大部分工藝裝備不配套,如缺少熱處理和在線檢測設備等,使機組的生產能力得不到充分發揮,普遍只能生產一般的裝飾用管,而高要求的化工機械用管、熱交換器用管等只有少數廠家可以生產。



山東東營松潤金屬材料有限公司專業生產銷售各種材質規格山東東營不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,不銹鋼的焊接方法
2018-01-15
如何焊接改善鋼管的質量,乂克服了酸洗對環境的污染?本文介紹不銹鋼 焊管的焊接方法,希望對大家有幫助。
根據目前世界發展的趨勢,光亮連續爐基本分為三種類型:
(1) 軌底式光亮熱處理爐。這種爐型適用于大規格、大批量鋼管熱處理, 小時產量為1.0噸以上。可使用的保護氣體為高純度氫氣、分解氨及其它保護 氣體。可以配備有對流冷卻系統,以便較快地冷卻鋼管。
(2) 網帶式光亮熱處理爐。這種爐型適合于小直徑薄壁精密鋼管,小時產 量約為0. 3-1. 0噸,處理鋼管長度可達40米,也可以處理成卷的毛細管。
(3) 馬弗式光亮熱處理爐。鋼管裝在連續的把架上,在馬弗管內運行加 熱,能以較低的成本處理優質小直徑薄壁鋼管,小時產量約在0.3噸以上。
氮弧焊
不銹鋼焊管要求熔深焊透,不含氧化物夾雜,熱影響區盡可能小,鉤極惰 性氣體保護的氮弧焊具有較好的適應性,焊接質量高、焊透性能好,其產品在 化工、核工業和食品等工業中得到廣泛應用。
焊接速度不高是氨弧焊的不足之處,為提高焊接速度,國外研究開發了多 種方法。其中111單電極單焊炬發展采用多電極多焊炬的焊接方法在生產中應 用。70年代徳國首先采用多焊炬沿焊縫方向直線排列,形成長形熱流分布,明 顯提高焊速。一般采用三電極焊炬的氨弧焊,焊接鋼管壁厚S¥2mm,焊接速度 比單焊炬提高3-4倍,焊接質量也得以改善。氨弧焊與等離子焊組合可以焊接 更大壁厚的鋼管,此外,在氨氣中5-10%的氫氣,再采用高頻脈沖焊接電源, 也可提高焊接速度。
多焊炬氨弧焊適用于奧氏體和鐵素體不銹鋼管的焊接。
高頻焊
高頻焊用于碳鋼焊管生產已經有40多年的歷史,但用于焊接不銹鋼管卻是 較新的技術。其生產的經濟性,使其產品更為廣泛地用于建筑裝飾、家用器具 和機械結構領域。
高頻焊接具有較電源功率,對不同的材質、外徑壁療的鋼管都能達到較高 的焊接速度。與氨弧焊相比,是其 焊接速度的10倍以上。因此,生產一般 用途的不銹鋼管具有較高的生產率。
因為高頻焊接速度高,給焊管內毛刺的去除帶來困難。LI前,高頻焊不銹 鋼管尚不能為化工、核工業所接受,這也是其原因之一。
從焊接材質看,高頻焊可以焊接各種類型的奧氏體不銹鋼管。同時,新鋼 種的開發和成型焊接方法的進步,也成功地焊接了鐵素體不銹鋼AISI409等鋼 種。
組合焊接技術
不銹鋼焊管的各種焊接方法均有各自的優點和不足。如何揚長避短,將兒 種焊接方法加以組合形成新的焊接工藝,滿足人們對不銹鋼焊管質量和生產效 率的要求,是當前不銹鋼焊管技術發展的新趨勢。
經過近兒年的探索研究,組合焊接工藝已取得了進展,日本、法國等 的不銹鋼焊管生產已掌握了一定的組合焊接技術。
組合焊接方法有:氨弧焊加等離子焊、高頻焊加等離子焊、高頻預熱加三 焊炬氮弧焊、高頻預熱加等離子加氨弧焊。組合焊接提高焊速十分顯著。對于 采用高頻預熱的組合焊接鋼管焊縫質量與常規的氮弧焊、等離子焊相當,焊接 操作簡單,整個焊接系統易實現自動化,這種組合易于與現有的高頻焊接設備 銜接,投資成本低,效益好。


山東東營松潤金屬材料有限公司專業生產銷售各種材質規格山東東營不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,下面給大家介紹下山東東營不銹鋼焊管的承壓力這么計算,不銹鋼焊管能承受的壓?計算
?業?不銹鋼焊管主要應?在?業設備中,他要求不銹鋼焊管要具有?定的承壓能?,那么我們使?的不銹鋼焊管能承受多?的壓?呢?給您簡單介紹下:
不銹鋼管所承受的壓?如何計算:
1、計算公式:2*壁厚*(抗拉強度*40%)/外徑
2、316、316L、TP316、TP316L——抗拉強度:485MA
3、321、30
4、304L——抗拉強度:520MA
304不銹鋼管的抗拉強度是520MPA
316不銹鋼管的抗拉強度是485MPA
?不銹鋼管能承受的?壓除了材質不同能承受壓?值??不?樣之外;外徑和壁厚也是?常重要的因素,壁厚越厚,能承受的壓?值越?,?如同樣外徑,10個厚的不銹鋼管就?5個厚的不銹鋼管能承受的?壓要?的多;另外,還與外徑有關,外徑越?,能承受的壓?值越?,?如同樣的壁厚,外徑越?能承受的壓?值越?;
不銹鋼管承受壓?的計算公式:
?壓試驗壓?:P=2SR/D
S是指壁厚,r指抗拉強度的40%,D指外徑;
下?舉例說明:
304不銹鋼管規格:159*3
P=2*520*0.4*3/159=7.84MPA
316不銹鋼管規格 :159*3
P=2*485*0.4*3/159=7.32MPA



在山東省東營市采買不銹鋼焊管-不銹鋼型材質量上乘到松潤金屬材料有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李松-18063577345,QQ:565836924,地址:《經濟開發區匯通鋼材市場A-113-7》。