


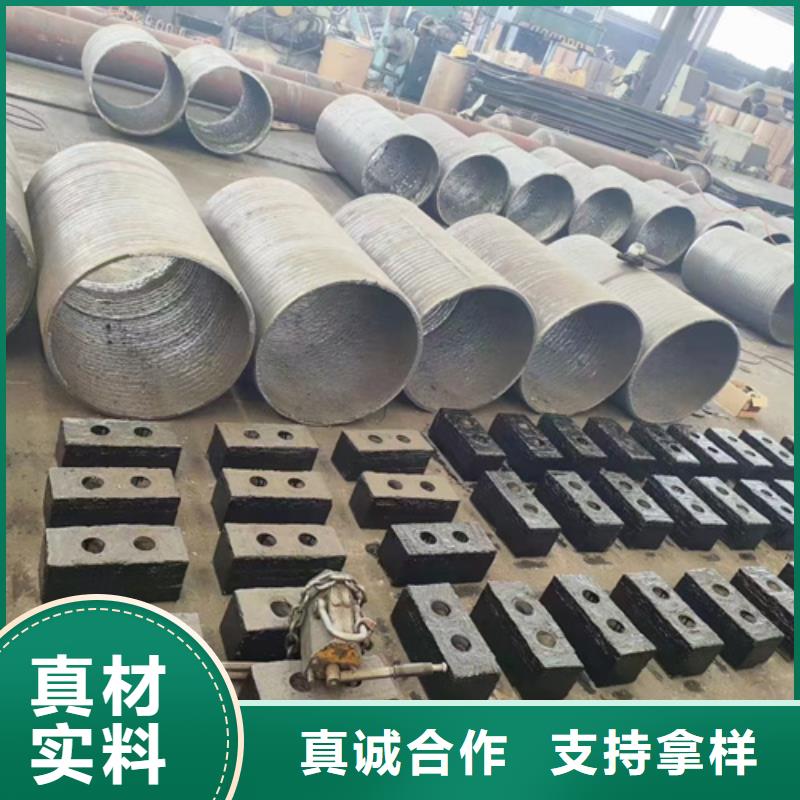
我們的12+10堆焊耐磨板廠家定制加工視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:12+10堆焊耐磨板廠家定制加工的圖文介紹
【多麥金屬】高錳耐磨耐候鋼板生產廠家集 云南西雙版納35#鋼板設計、生產、銷售于一體的公司,不斷的采用新的科技成果,并以完善的管理、先進的生產設備保證了 云南西雙版納35#鋼板產品的優良品質,多年來為全國各地的用戶提供了大量高質量產品,建立了長期的合作關系。公司的宗旨是“良好的誠信是市場的需求和期望的結果”本公司凝聚了一批專業生產的技術人員,不斷的開發新的 云南西雙版納35#鋼板產品來適應市場與客戶的需求,“以質量求生存、以創新求發展、以誠信贏市場”是我們永遠的方針,市場的需求就是本公司永遠奮斗的目標。歡迎各界朋友來我公司參觀,洽談業務。


在生產中比較容易出現外折疊缺陷,影響產品質量,需要加以控制。分析后發現,外折疊有多種元素偏析造成氧化質點,有折疊帶,折疊中部有氧化物,在外折疊中存在過量的Al、云南西雙版納當地Mg、云南西雙版納當地Ca、云南西雙版納當地S、云南西雙版納當地P、云南西雙版納當地Mn、云南西雙版納當地Si元素,特別是在晶界處有20μm左右的脆性夾雜物SiO2和硅酸鹽,出現沿晶斷裂,而上述脆性夾雜物是外折疊形成的主要原因。針對37Mn5復合彎管鋼管外折疊生,進一步跟蹤分析得出連鑄坯生產存在嚴重的脆性夾雜物。其解決措施為:轉爐冶煉工序:1)一次拉碳命中,避免后吹,終點碳控制>0.10%;2)提高轉爐擋渣效果,嚴格控制下渣量,出港過程采用擋渣,出鋼后鋼包頂渣厚度<50mm;3)采用雙渣法操作,控制鋼水的磷含量。雙金屬彎管連鑄工序:1)采用鋼包、云南西雙版納當地中間包保護澆鑄并吹氬密封,實現無氧化保護澆鑄;2)澆鑄溫度:中間熱度在20℃以內;3)采用結晶器液面制動控制、云南西雙版納當地電磁攪拌;4)采用保護渣,鑄坯表面質量。精整工序:為降低白點造成氫致裂紋,應對鋼坯和棒材采用緩冷工藝。復合耐磨鋼板



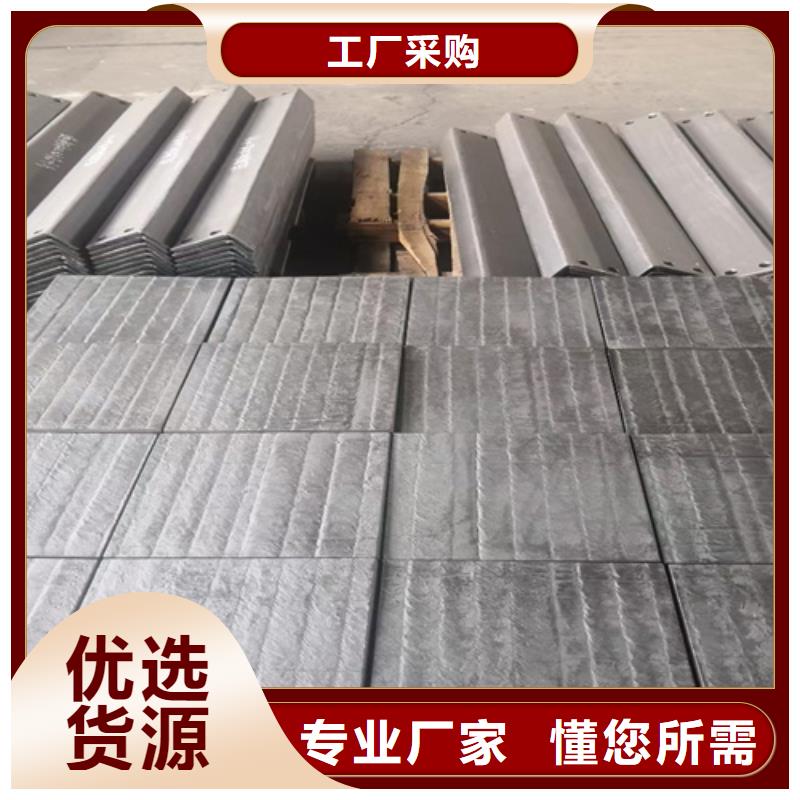
復合耐磨鋼板的優點2.1高層的化學成分中碳含量達3%~5%,鉻含量高達20%~40%,其金相組織中碳化物的體積分數達到50%以上,宏觀硬度為HRC55~65,碳化物的顯微硬度為HV1400一1800,高于沙石中石英的顯微硬度HV800~1200。復合鋼板的能為熱處理鋼的5~6倍、云南西雙版納當地不銹鋼的5倍、云南西雙版納當地高錳鋼的5~6倍,Q345(16Mn)的11倍(常溫磨粒磨損實驗數據)。在堆焊板時,采用工藝方法控制碳化物的生長方向,使碳化物的生長方向與磨料流動方向相垂直,即使與同成分和硬度的鑄造合金相比較,能也提高1.3倍以上,其遠遠高于噴焊和熱噴涂等方法制備的層,適應含塵濃度不大于3kg/m3、云南西雙版納當地氣流速度不大于25m/s等工況條件下的粉塵磨粒磨損。2.2良好的抗沖擊性復合鋼板的基板為低碳鋼或低合金鋼等韌性材料,體現了雙金屬的優越性。層抵抗磨損介質的磨損,基板承受介質的載荷,因此具有良好的抗沖擊性,可以承受物料輸送系統中高落差料斗等工況條件下的沖擊和磨損。2.3方便的加工性能復合鋼板可以切割、云南西雙版納當地調平、云南西雙版納當地制孔、云南西雙版納當地彎曲和卷曲,制成平板、云南西雙版納當地弧板、云南西雙版納當地錐板、云南西雙版納當地圓筒等形狀。切割好的復合板可以通過拼焊的方式制成各種形式的工程結構件或零部件。復合板還可用模具熱壓成復雜形狀。復合鋼板可以用螺栓或焊接等方法固定在設備上,方便更換維修。2.4復合鋼板雖然制造成本較高,但能延長部件的使用壽命,因而維修費用和停機損失大為降低,高的設備利用率就意味著高的生產效率和企業經濟效益,其性價比較之普通材料高約2~4倍。對于隨著物料處理量越大,磨損越嚴重,對運轉率影響越大的設備,使用與之相適應的復合鋼板,其產生的經濟效益越明顯。



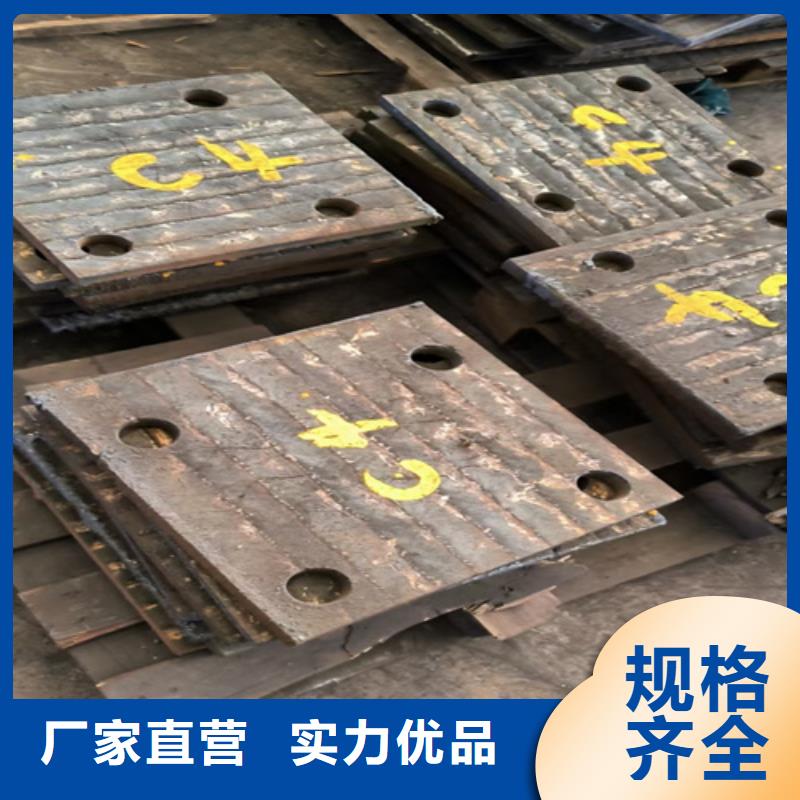
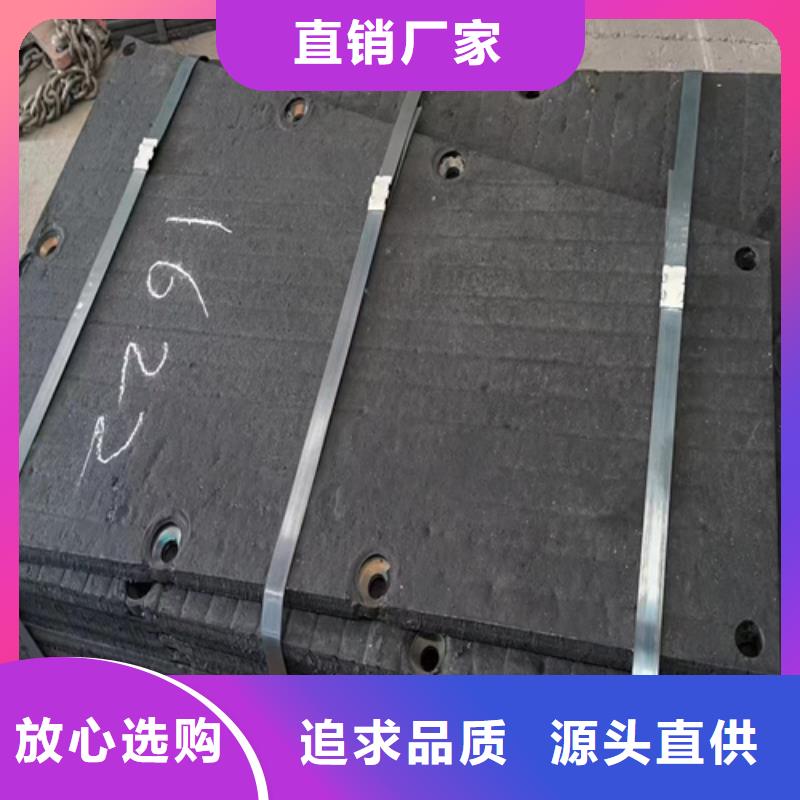
雙金屬堆焊鋼板即復合鋼板,它是大面積磨損工況使用的板材產品,是在普通鋼板或耐熱鋼板、云南西雙版納附近不銹鋼板上堆焊形成以體積分數達到50%以上Cr7C3碳化物為主的合金層。鋼板具有高、云南西雙版納附近、云南西雙版納附近可變形和可焊接等性能,可像鋼板一樣直接進行卷曲變形、云南西雙版納附近切割和打孔等加工環節,加工成工程部件以滿足磨損工礦投入使用。它應用粉末冶金復合技術和硬堆焊工藝,通過碳極電弧和堆焊設備,在塑性很好的普通低碳鋼或低合金鋼板上堆焊高硼系合金鑄鐵材料制作而成,并可依客戶要求和不同工況條件制作出不同厚度層,層由于是電弧熔接應力分散,表面產生細微裂紋,此裂紋不會擴散至基板,不影響能。雙金屬堆焊鋼板的顯微組織由共晶的滲碳體、云南西雙版納附近合金馬氏體、云南西雙版納附近參與奧氏體組成集體上均勻分布的大量高碳化物組成,碳化物的硬度可達HV1700,是構成高結構的骨架,基本與硬質抗磨質點兒的很好的配合使材料具有優異的。雙金屬堆焊鋼板的層表面通過形成細小均勻的裂縫釋放能力,保持整幅板面的平整,限制產生應力集中,裂縫僅局限于硬層內,使用過程也不會向韌性很好的基板中擴展。雙金屬堆焊鋼板可以適合在550℃以下,有較高的沖刷磨損可磨粒磨損的工況條件下,具有良好的、云南西雙版納附近性和良好的 性。適用于多種磨損工況條件。復合鋼板的抗拉與抗沖擊性能不低于Q235鋼板焊接接頭的性能。 鼎盛復合鋼板的能為熱處理鋼的5~6倍;不銹鋼的5倍;高錳鋼的5~6倍;16Mn的11倍。 雙金屬堆焊鋼板可用于冶金機械、云南西雙版納附近建材機械、云南西雙版納附近電力機械、云南西雙版納附近礦山機械等行業中的各種易磨損設備零件的表面。復合耐磨鋼板



堆焊工藝方法在堆焊前先將明弧堆焊焊絲穿過送絲輪和導電嘴,焊槍接電源正極,基材接電源負極,通電后焊絲先與基材之間形成電弧,隨焊槍擺動向前焊接,電弧開始在焊絲與基材之間產生,進人穩定焊接過程。在堆焊過程中,焊槍的擺動寬度應大于焊絲直徑的4倍以上,以避免擺動過寬造成焊道兩側熔深過大,擺寬過窄造成成形不良。堆焊過程中的易損件,如導電嘴、云南西雙版納送絲輪應及時更換,否則會導致送絲不暢,而產生斷弧。焊絲的干伸長度要適中,不能過長或過短(一般25mm)。過長會導致焊道不直,影響焊縫成形;過短會導致斷弧,影響連續焊接和板的質量。在實際的生產過程中,我們采用四頭堆焊板工藝,同時用四臺焊機堆焊。采用這種方法能提高生產效率,降低成本。如堆焊規格為1500mmx3500mm的Q235鋼板,當選用2.8mm焊絲,堆焊4mm厚度時,大約只需要3.5h,一人操作即可完成整張板的焊接。同時焊接過程中采用壓力水冷技術,既可提高冷卻速度,也可提高板的硬度和。焊接速度的選擇:從堆焊成形角度講,焊接速度太小時,由于線能量過大熔化了較多的金屬,使熔化金屬向焊縫兩邊流淌,影響焊縫成形,同時容易造成邊緣部分與基材間產生未融合的缺陷;焊接速度太大時,會使堆焊層中間下凹或者薄厚不均勻。通過多次試驗,我們選擇的焊速一般在10~15mm/s之間,隨著焊接電流的增加,焊速也略有增加。此外,焊速還影響堆焊層厚度,焊速越快,堆焊層越薄。所以在實際堆焊時,應綜合考慮多方面因素來選擇焊速。復合耐磨鋼板
