



金海金屬材料有限公司以品質精良,技術創新、誠信經營向國內外用戶提供性價比高的產品。過硬的產品質量,可以獲得更多客戶的稱贊。



厚壁無縫鋼管分熱軋管、冷扎管、冷拔鋼管、擠壓成型管、頂管施工等。依照橫斷面樣子,厚壁無縫鋼管分環形和異型二種,異型管有正方形、橢圓型、三角形、六角形、葵瓜子形、星型、帶翅管多種多樣繁雜樣子。無縫鋼管大直徑達650Mm,小直徑為0.3毫米。依據主要用途不一樣,有厚壁管管和厚壁管。厚壁無縫鋼管關鍵用作原油地質學勘探管、石油化工設備用的裂化管、蒸汽管道、滾動軸承管及其轎車、大拖拉機、航空公司用高精密結構鋼管。
①熱扎厚壁無縫鋼管關鍵生產工藝流程(△關鍵檢測工藝流程):
精軋管提前準備及查驗△→精軋管加溫→破孔→軋管→無縫鋼管再加溫→定(減)徑→熱處理工藝△→制成品管校直→鑄軋→檢測△(高質量、物理化學、臺檢)→進庫
②冷扎(拔)厚壁無縫鋼管關鍵生產工藝流程:
胚料提前準備→酸洗鈍化潤化→冷扎(拔)→熱處理工藝→校直→鑄軋→檢測
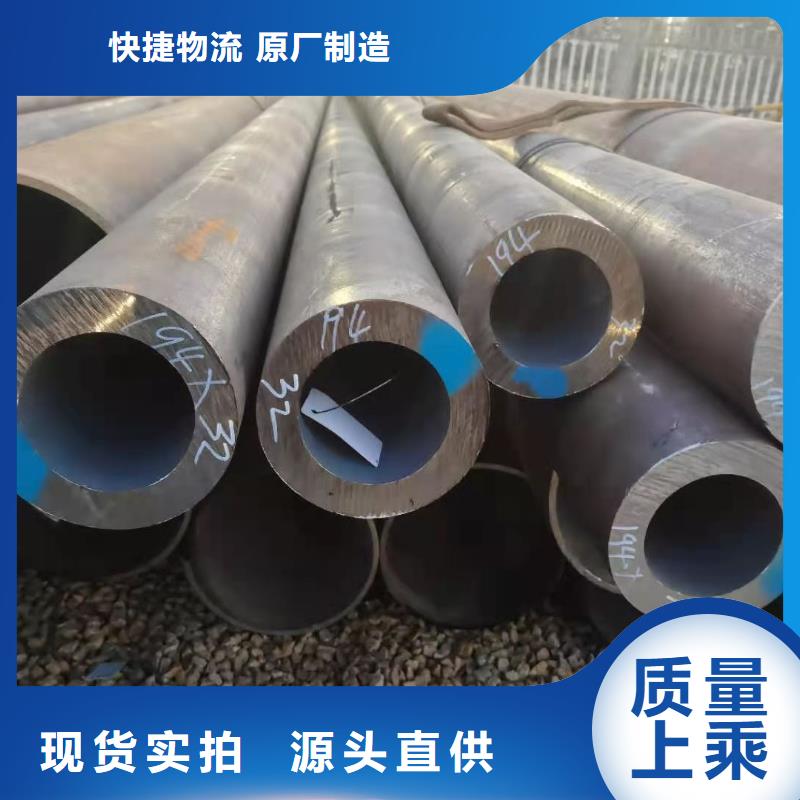
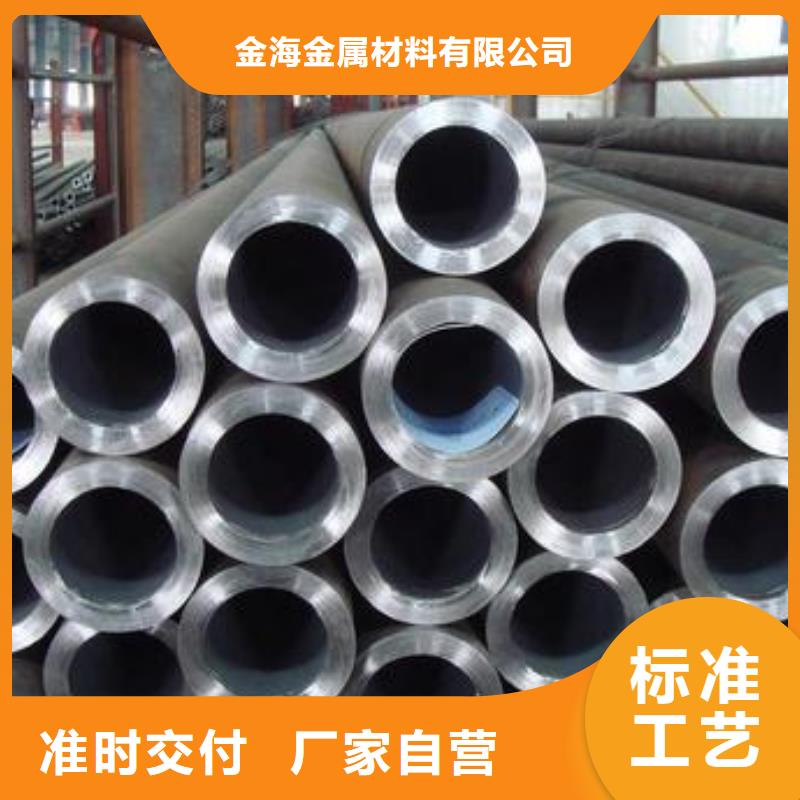
一般的厚壁無縫鋼管的生產加工工藝能夠 分成冷拉與熱扎二種,冷扎厚壁無縫鋼管的生產步驟一般要比熱扎要繁雜,精軋管******要開展三輥連軋,擠壓成型后要開展口模檢測,假如表層初始化失敗裂痕后圓鋼管要歷經割機開展激光切割,切成長短約一米的胚料。隨后進到淬火步驟,淬火要用酸堿性液體開展酸洗鈍化,厚壁無縫鋼管在酸洗鈍化時要留意表層是不是有很多的出泡造成,如果有很多的出泡造成表明無縫鋼管的品質達不上相對的規范。外型上冷扎厚壁無縫鋼管要短于熱扎厚壁無縫鋼管,冷扎厚壁無縫鋼管的厚度一般比熱扎厚壁無縫鋼管要小,可是表層看上去比厚壁管厚壁無縫鋼管更為光亮,表層沒有過多的不光滑,規格都沒有過多的毛邊。



厚壁無縫鋼管表層上展現豎向平行線形的刮痕稱之為劃道。劃道長短不一,寬穿窄不一,多見溝狀,由此可見溝底。
厚壁無縫鋼管表層上展現劃道造成的緣故:
(1)拔模內表凸凹不平,有裂痕或結金屬材料。
(2)高鉻合金錘頭銜接一部分有菱角,損壞專用工具。
(3)欠酸洗鈍化或毛厚壁無縫鋼管上殘留氧化鐵皮。
(4)在涂潤滑脂時,磷化處理、皂腳工藝流程實際操作不善。
(5)內外模已損害或損壞比較嚴重。
(6)正中間淬火不勻,形變量不夠。
厚壁無縫鋼管調質處理一般是采用熱處理回火調質處理,也就是大家平時說白了的“淬火”,溫度范圍為1040~1120℃(日本國規范)。你也能夠 根據淬火爐觀查孔觀查,淬火區的厚壁無縫鋼管應是白熾燈情況,但沒出現變軟松馳。
淬火氛圍。一般全是選用純氫做為淬火氛圍,氛圍純凈度******99.99%之上,假如氛圍中另一部分是稀有氣體得話,純凈度還可以低一點,可是肯定不可以帶有過多co2、水蒸氣。
