13137436008



聯系我們

更新時間:2025-01-20 07:28:43 瀏覽次數:3 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 35000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 999 |
| 運費說明 | 不含運費 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 長葛 |
| 產品產地 | 長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 長葛 |
| 產品重量 | 4噸 |
| 產品顏色 | 紅 |
| 質保時間 | 一年 |
| 外形尺寸 | 4*15米 |
| 適用領域 | 高速高鐵 |
| 是否進口 | 否 |
| 產品功率 | 15千瓦 |

繞筋機產品特點:
一 膠輥壁近8個厚 219無縫管 一般廠家對外宣稱6個厚實際4.75或者5.75厚 不耐用
二 小車軌道為鋼軌,一般廠家用料為鋼管或者三角鐵或者槽鋼
三 控制系統為臺灣永宏,穩定,一般廠家國內小系統不穩定
四 雙向操作,配備無線遙控器 任意變徑 部分廠家不帶遙控器
五 整機槽鋼部分少用的12 一般廠家用的10
六 小車全封閉改板,其他廠家不封閉,不
七 3個變頻器控制,穩定繞筋間距,加上加密變徑,共4組數據,可以任意切換,部分廠家2個變頻器,長期干,不穩定,且帶加密多只能切換3組數據
八 小車和配電柜分離,操作更,部分廠家為節省成本,配電柜放行走小車上,及不,工人容易卷入籠子,造成沒必要損失
九 變徑速度隨著變徑改變,很多廠家原速度是1變徑大了或者小了還是原1速,導致變徑后速度過慢或過快
十 現在系統升級后可以存儲6組數據 即使后期換工人了不會使用 點開之前存的多大籠子怎么做的數據直接就可以干活 很方便 很多廠家系統沒有存儲功能
十一 系統速度可以到 部分廠家因變頻器用的差 速度只能到50%或者改參之后也只能到70%
質保一年 一年內所有件整機質保一年
一個螺絲釘壞了也保
主電機7.5KW 調直5.5KW小車3.0KW
含一年質保(一個螺絲釘壞也保)
 建貿機械設備有限公司
我們在操作數控鋼筋籠滾焊機前要檢查機械性能是否良好,在數控鋼筋籠滾焊機工作期間要嚴禁更換芯軸,禁止在工作中進行加油和清潔工作,避免在數控鋼筋籠滾焊機操作期間嚴禁手部、頭部伸進數控鋼筋籠滾焊機軌道。2.要仔細的檢查數控鋼筋籠滾焊機的芯軸、裝盤、有無裂紋和破損,防護罩是否緊固可靠,在操作數控鋼筋籠滾焊機前要進行十五分鐘空轉,空轉時要仔細檢查有無異常現象及振動聲響,在檢查無誤后則可正式的進行操作。3.嚴禁在鋼筋彎曲機工作期間站人,除工作操作人員其余人要遠離生產現場,彎曲好的半成品應堆放整齊,彎鉤不得朝上。4.在生產工作完成后及時的切斷電源清理設備清理現場,從而方便下次的正常使用。 全自動數控鋼筋籠繞筋機平時的維護和保養工作:一、全自動數控鋼筋籠繞筋機在使用前要檢查,看各線路連接是否正常、各螺栓螺母是否松動、工作臺和全自動數控鋼筋籠繞筋機是否保持水平等,同時在加工之前,機器空轉幾分鐘,方可把鋼筋需彎的一頭插在轉盤固定備有的間隙內。
建貿機械設備有限公司
我們在操作數控鋼筋籠滾焊機前要檢查機械性能是否良好,在數控鋼筋籠滾焊機工作期間要嚴禁更換芯軸,禁止在工作中進行加油和清潔工作,避免在數控鋼筋籠滾焊機操作期間嚴禁手部、頭部伸進數控鋼筋籠滾焊機軌道。2.要仔細的檢查數控鋼筋籠滾焊機的芯軸、裝盤、有無裂紋和破損,防護罩是否緊固可靠,在操作數控鋼筋籠滾焊機前要進行十五分鐘空轉,空轉時要仔細檢查有無異常現象及振動聲響,在檢查無誤后則可正式的進行操作。3.嚴禁在鋼筋彎曲機工作期間站人,除工作操作人員其余人要遠離生產現場,彎曲好的半成品應堆放整齊,彎鉤不得朝上。4.在生產工作完成后及時的切斷電源清理設備清理現場,從而方便下次的正常使用。 全自動數控鋼筋籠繞筋機平時的維護和保養工作:一、全自動數控鋼筋籠繞筋機在使用前要檢查,看各線路連接是否正常、各螺栓螺母是否松動、工作臺和全自動數控鋼筋籠繞筋機是否保持水平等,同時在加工之前,機器空轉幾分鐘,方可把鋼筋需彎的一頭插在轉盤固定備有的間隙內。
 海北鋼筋籠繞筋機
優選好貨
建貿機械設備有限公司
用途概述
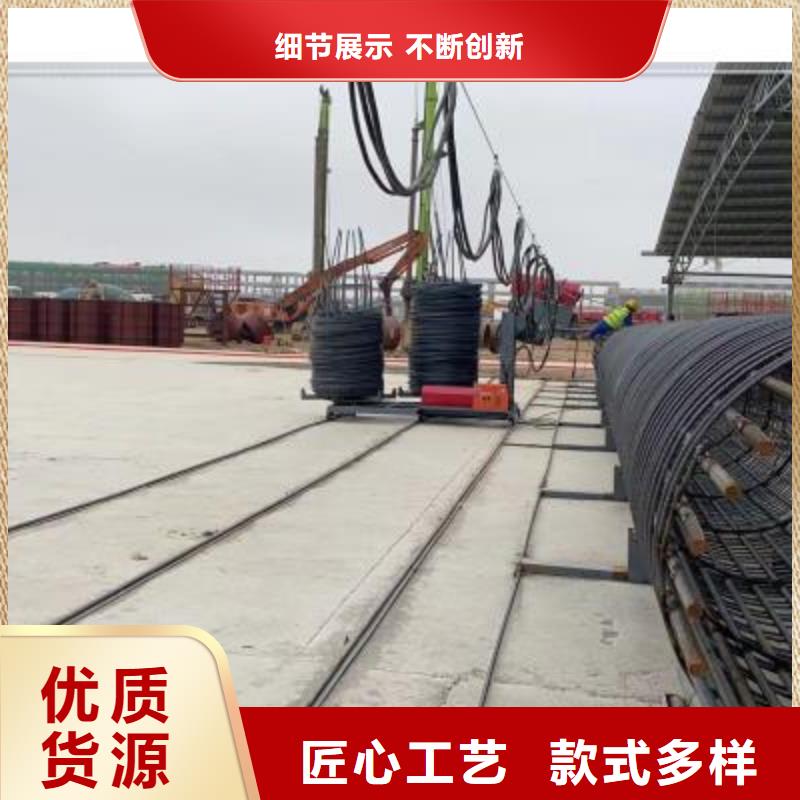
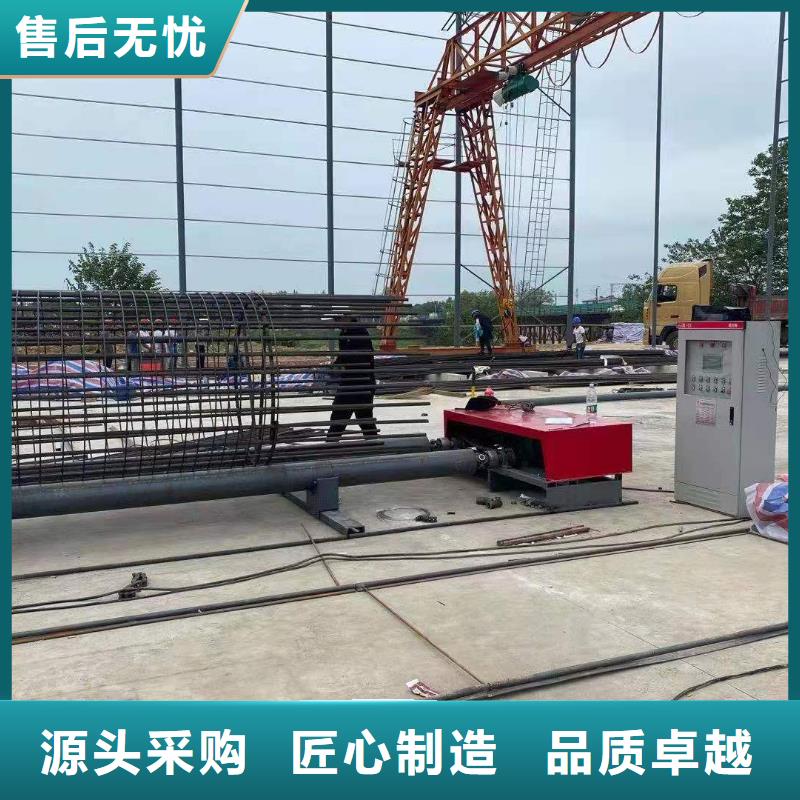
RLJ-3000型鋼筋籠繞筋機,是建筑行業中以手工工藝制作的各種圓型鋼筋籠,采用半自動的方法去完成其繞筋成型整個工藝過程的專用機械裝備(亦可在鐵輥上制作骨架)。 其標準節連接、長短按需組裝方式的 產品 RLJ-3000型鋼筋籠繞筋機可以長期固定工廠化大批量生產鋼筋籠,也可進行短、頻、快的流動加工生產。 廣泛應用于國防、市政的大型高層建筑,高速鐵路,高速公路,跨海大橋的樁基等大型基礎設施。
工作原理:鋼筋籠繞筋機主機是采用摩擦傳動原理---即鋼筋籠平置于2組鐵輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,過程中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全過程。
鋼筋籠生產線操作規程
鋼筋籠生產線是多工序、工步同時配合生產鋼筋籠的專業設施,要求所有參與人員必須做到;
1;生產線操作人員必須熟悉本機生產全部工藝過程
2;生產線工作期間不允許非生產人員觸碰機械、工件。
3;生產前調試好各機械、部件及潤滑。試運行各手動、自動功能
4;骨架成型后繞筋單人操作,其余人員均為輔助,禁止疲勞、酒后操作,機器運轉時禁止抓、握工件。
5;生產過程中隨時處理物件及流動人員,保障生產。
6;設備上拼裝骨架,旋轉工件時采用點動,避免連續轉動。
7;繞筋成型后必須斷開繞筋,推開小車給鋼筋籠出料讓路
8;機械進行維修、更換機件、維護保養時不得開動機器
9;成型機機械須有良好的保護接地和接零,不允許機器帶病工作,保障機械設備始終處于良好的工作狀態。
10;工作完畢、停工期間清理場地、斷開電源、主件遮蓋。
jmc1
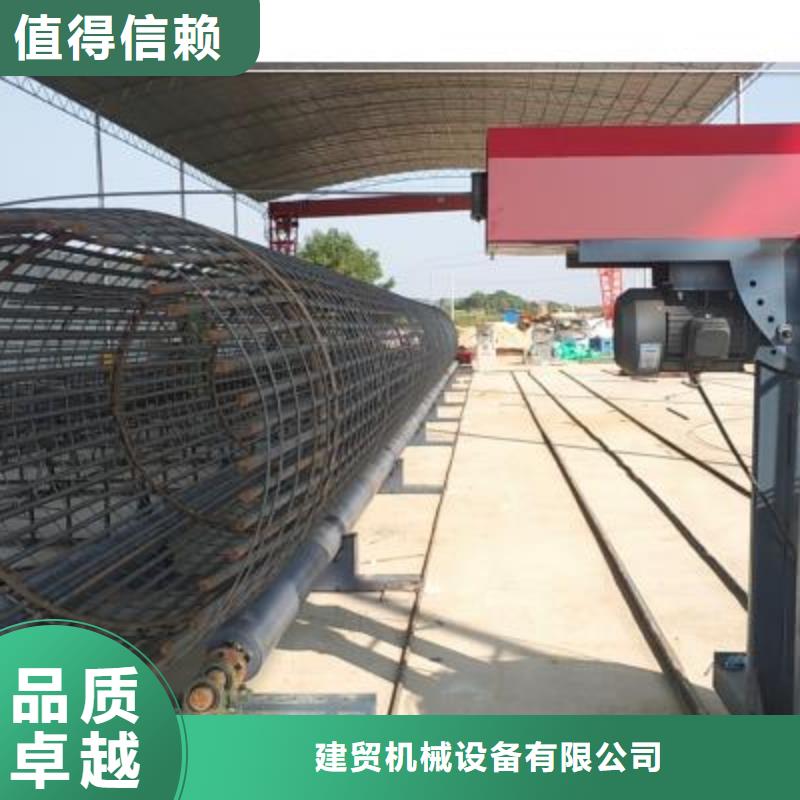
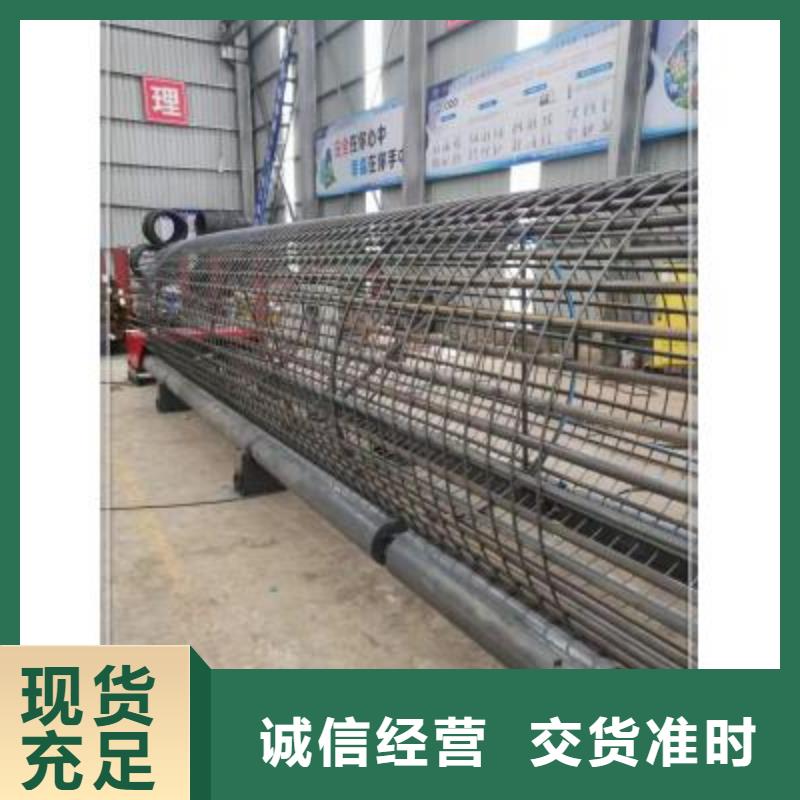
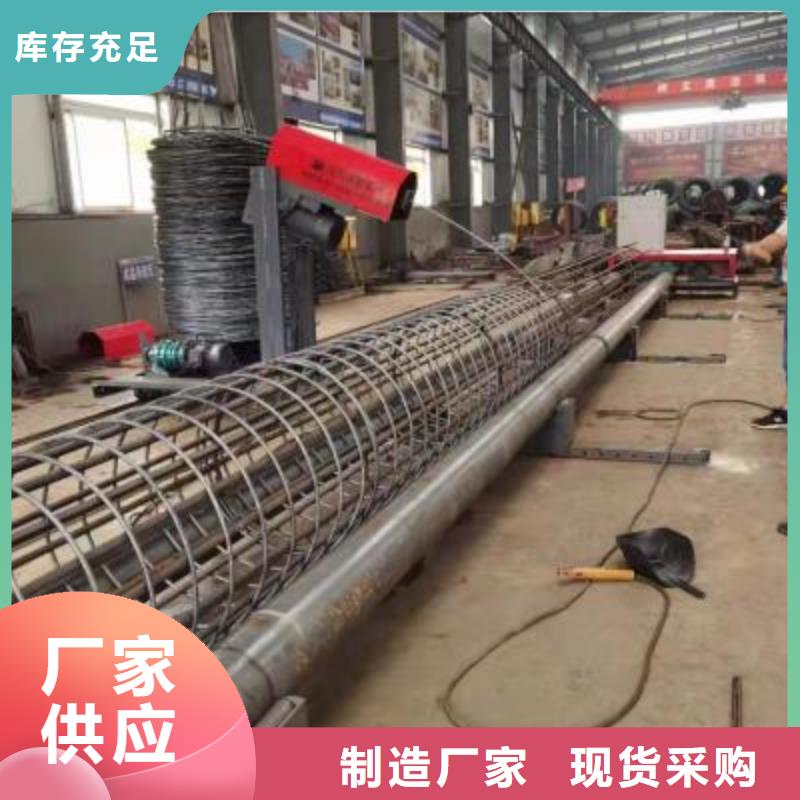
根據鋼筋直徑選擇適當槽寬的壓輥,共有兩對壓輥可選用。鋼筋籠繞筋機一般的能保證鋼筋穿入壓輥后,在上下壓輥間有3mm以內的間隙便是適當的。上壓輥裝在框架上,在穿料前須將旋轉手輪抬起,當料進入壓輥后立即旋下旋轉手輪,通過旋轉手輪,板式彈簧將料壓在壓輥之間,由壓輥與鋼筋之間的摩擦力牽引料前進。壓輥之間的夾持力決定牽引力的大小,對整個工作質量關系很大。一般要保持料能順利地被牽引前進為準,而調直筒旋轉時,鋼筋在壓輥槽內又沒有明顯的轉動,這樣說明牽引力的調整是恰當的。鋼筋籠繞筋機備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動鐵輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。 鋼筋籠纏繞機應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。
海北鋼筋籠繞筋機
優選好貨
建貿機械設備有限公司
用途概述
RLJ-3000型鋼筋籠繞筋機,是建筑行業中以手工工藝制作的各種圓型鋼筋籠,采用半自動的方法去完成其繞筋成型整個工藝過程的專用機械裝備(亦可在鐵輥上制作骨架)。 其標準節連接、長短按需組裝方式的 產品 RLJ-3000型鋼筋籠繞筋機可以長期固定工廠化大批量生產鋼筋籠,也可進行短、頻、快的流動加工生產。 廣泛應用于國防、市政的大型高層建筑,高速鐵路,高速公路,跨海大橋的樁基等大型基礎設施。
工作原理:鋼筋籠繞筋機主機是采用摩擦傳動原理---即鋼筋籠平置于2組鐵輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,過程中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全過程。
鋼筋籠生產線操作規程
鋼筋籠生產線是多工序、工步同時配合生產鋼筋籠的專業設施,要求所有參與人員必須做到;
1;生產線操作人員必須熟悉本機生產全部工藝過程
2;生產線工作期間不允許非生產人員觸碰機械、工件。
3;生產前調試好各機械、部件及潤滑。試運行各手動、自動功能
4;骨架成型后繞筋單人操作,其余人員均為輔助,禁止疲勞、酒后操作,機器運轉時禁止抓、握工件。
5;生產過程中隨時處理物件及流動人員,保障生產。
6;設備上拼裝骨架,旋轉工件時采用點動,避免連續轉動。
7;繞筋成型后必須斷開繞筋,推開小車給鋼筋籠出料讓路
8;機械進行維修、更換機件、維護保養時不得開動機器
9;成型機機械須有良好的保護接地和接零,不允許機器帶病工作,保障機械設備始終處于良好的工作狀態。
10;工作完畢、停工期間清理場地、斷開電源、主件遮蓋。
jmc1
根據鋼筋直徑選擇適當槽寬的壓輥,共有兩對壓輥可選用。鋼筋籠繞筋機一般的能保證鋼筋穿入壓輥后,在上下壓輥間有3mm以內的間隙便是適當的。上壓輥裝在框架上,在穿料前須將旋轉手輪抬起,當料進入壓輥后立即旋下旋轉手輪,通過旋轉手輪,板式彈簧將料壓在壓輥之間,由壓輥與鋼筋之間的摩擦力牽引料前進。壓輥之間的夾持力決定牽引力的大小,對整個工作質量關系很大。一般要保持料能順利地被牽引前進為準,而調直筒旋轉時,鋼筋在壓輥槽內又沒有明顯的轉動,這樣說明牽引力的調整是恰當的。鋼筋籠繞筋機備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動鐵輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。 鋼筋籠纏繞機應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。