


更新時間:2025-01-02 02:18:26 瀏覽次數:4 公司名稱:鄭州 誠東機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 16800/臺 |
| 發貨期限 | 3-7天 |
| 供貨總量 | 長期供應 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 是否廠家 | 生產廠家 |
| 產品材質 | 鋼構 |
| 產品品牌 | 誠東 |
| 產品規格 | 支持定制 |
| 發貨城市 | 鄭州 |
| 產品產地 | 鄭州 |
| 加工定制 | 支持定制 |
| 產品型號 | 180 |
| 可售賣地 | 全國 |
| 產品重量 | 機型不同重量不同 |
| 質保時間 | 質保1年 |
| 外形尺寸 | 2900*2600*2800mm |
| 適用領域 | 廢金屬回收 |
| 產品功率 | 18kw |
| 工作溫度 | 正常 |
| 產量 | 3-5T/時 |
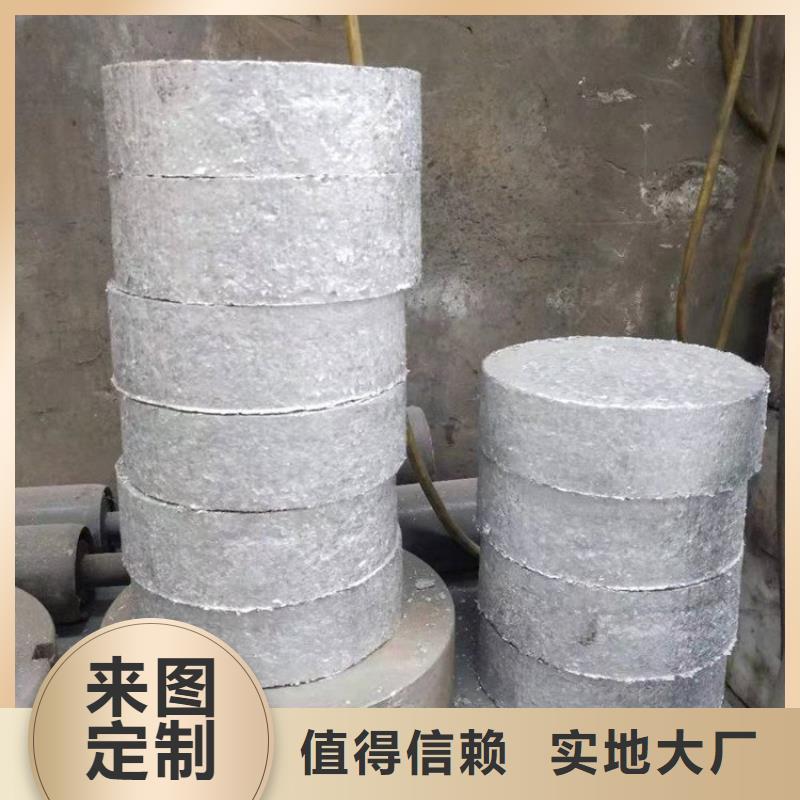









誠東壓餅機產品詳細介紹:泉州鋁屑屑餅機也叫泉州鐵屑壓餅機、泉州金屬壓塊機主要用于對各種金屬屑(鐵屑、銅屑、不銹鋼屑、鋁屑等)、粉粒狀金屬粉(鐵粉、鋁粉、銅粉、鉛粉等)、冶煉添加劑、海綿鐵(一次性還原鐵)等在不加入任何粘合劑的情況下壓制成高密度圓柱形餅塊(重量2-6公斤),餅塊密度可達5T/m3以上。以便于儲運及減少回收再利用過程中的損耗。鋁屑屑餅機適用于鋁合金型材廠、鑄鋼廠、鑄鋁廠、鑄銅廠,將各種金屬屑(鐵屑、銅屑、不銹鋼屑、鋁屑等)、粉粒狀金屬粉(鐵粉、鋁粉、銅粉、鉛粉等)壓塊回爐,替代廢鋼、生鐵、鋁錠、廢銅作原材料,可減少燒損。該設備能將粉粒狀的鑄鐵屑、鋼屑、銅屑、鋁屑等直接冷壓成3~6公斤的圓柱餅塊,以便于運輸、投爐、整個過程不需加溫、添加劑,或其他工藝。鑄鐵屑壓制后密度可達5~6T/m3。
投產鐵屑壓餅機泉州金屬壓塊機泉州鋁屑屑餅機的周期要多久,從目前我們成交的項目來看,一兩個月的時間都算是短的了,當然這里說的成交時間包括了從安裝設備到客戶正常運行在內的時間內,從而也進一步可見從客戶開始咨詢到設備順利進去生產,其心路歷程真的蠻不容易的。金屬壓塊機由于金屬壓塊機屬于非標設備,就是說加工不同產品所需要的壓力、速度、噸位等不同,所以在采購時都需要定制,尤其是遇到采購旺季,一臺壓塊設備的采購周期可能就更長,那么從簽合同到客戶順利投產成交這期間其周期周轉到底是多少天呢?生產廠家通常都會受到哪些因素影響呢?1、首先讓我談談規模較大的金屬壓塊機制造商。對于一家大型壓塊機設備制造商而言,500噸以下的四柱壓塊設備的生產周期約為一周,而500噸以下的泉州金屬壓塊機的生產周期約為10天,特殊超大噸位的時間更長。該數據是制造商的材料,設備和工人完成后的預算數字。2、受制造商管理模式的影響。想必好多人都必須聽說過erp系統吧。這也影響了金屬壓塊機的生產周期。答案很明確。許多四柱液壓機制造商采用車間式生產,不完整的倉庫配件,臨時購買并等待零件經銷商購買。建設工期的延遲非常嚴重。我公司采用erp系統,倉庫可整套材料長期穩定地裝配10余套,從而確保可以隨時生產。3、受工藝過程影響。這也可以歸因于以上兩點。為了節省成本,有的液壓泉州壓塊機生產廠家依靠外包進行加工,質量難以確認。
泉州金屬壓塊機泉州鐵屑壓餅機泉州鋁屑屑餅機廠家二是結構市面上很多金屬屑壓塊機都是立式結構,收緊時會把廢料帶下來,導致各種碎屑漏到空氣中,不符合環保要求,增加了前期處理的麻煩。好的金屬屑壓塊機是臥式結構,緊縮缸在緊縮模腔外停止收緊,不會帶出廢料,保證了環境的清潔衛生。三是廢液很多廢棄的金屬屑外面都含有切屑液,有些泉州金屬壓塊機沒有想到這一點,收緊時廢液會四處飛濺。金屬屑壓塊機鐵屑壓餅機鋁屑屑餅機配備廢液收集箱,收緊時將所有廢液收集到收集箱中,確保工廠環境清潔衛生。四是冷卻系統良好的冷卻系統可以保證設備的安quan和運行時間。許多制造商使用風冷或水冷來浪費成本。如果設備長時間運行,油溫會降低,影響發動機的正常運行。良好的金屬芯片壓縮機采用空調恒溫冷卻系統,溫度可調節,確保設備24小時不熱。五是配置金屬壓塊機鐵屑壓餅機高質量的配置可以保證設備的使用壽命和Z終效果。一些消費者制造商使用小品牌沒有保證的電機、電氣等配置來浪費消費成本,但忽略了設備的運行壽命和工作效果。
誠東自動泉州廢鐵壓餅機、泉州金屬鐵銷打包機 、泉州鐵銷壓餅機采用液壓傳動,可將廢鐵壓成密度大于5的餅塊,廣泛用于壓制各種金屬屑(鐵屑、生鐵屑、鋁屑、銅屑等)、易拉罐、廢酒盒、鐵刨花、粉狀金屬粉(鐵粉、鋁粉、銅粉等),不需要添加任何粘合劑,等金屬原料通過高壓直接冷壓成3~10公斤的圓柱或其他形狀的餅塊,以便于儲運及減少回收再利用過程中運輸、冶煉的損耗。可根據用戶要求尺寸及形狀定做模具,成型后的餅塊可用于鑄件、煉鋼等,其價格遠遠高于廢鐵價。工作原理:將松散物料加入加料缸上方的大料斗中。加料缸后腔進油,活塞桿伸出,并復位,然后子缸后腔進油,帶動主缸活塞桿和沖頭快速下壓,當沖頭進入模腔后,主缸后腔進入壓力油,主缸開始攻進將物料壓縮形成屑餅,并保壓后,主缸微退,副缸后腔進油,活塞桿回退,帶動抽塊后退至餅塊可出位置,主缸繼續下降,將壓好的餅塊壓出模腔后,副缸前腔進油,活塞桿伸出,帶動抽塊將餅塊推出餅塊,同時復位。后子缸前腔進油,帶動主缸活塞桿和沖頭上升,并復位,完成一次壓餅循環過程,并進入下一次循環程序。