


聯系我們

油缸管廠
更新時間:2025-01-22 23:19:33 瀏覽次數:6 公司名稱:聊城 安達液壓機械有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 5000/kg |
| 發貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 詳詢 |
| 最小起訂 | 1 |
| 質量等級 | 正品 |
| 是否廠家 | 是 |
| 產品材質 | 20鋼 |
| 產品品牌 | 九冶 |
| 產品規格 | 80*90 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 產品型號 | 0012 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 金屬色 |
| 質保時間 | 長期 |
| 外形尺寸 | 圓形 |
| 適用領域 | 機械加工 油缸 |
| 是否進口 | 否 |
| 質量認證 | 正品 |
| 產品功率 | 1 |
| 工作溫度 | 常溫 |
| 顏色 | 有色金屬 |
| 材質 | 20#/45#/16Mn/27/SiMn/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加加工定制 | 可加工定制 |

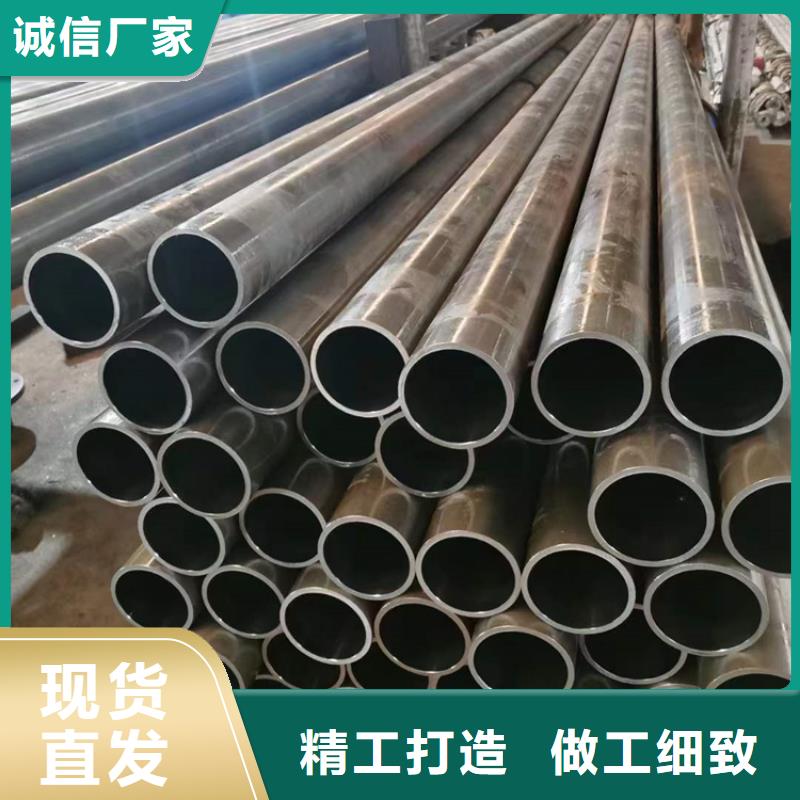



四平珩磨管油缸管絎磨管國標深孔鏜珩磨管的普遍性能指標檢測有:工作壓力、擠扁、彎曲、擴口試驗等。研磨管
1、液(水)壓試驗:被試鋼管內灌進去一定壓力的水,保持壓力一定時間,沒有漏水情況。該試驗為高品質監測,多見于品如數檢查。
2、擠扁試驗:把國標深孔鏜珩磨管試樣置放二平板焊接夾具正中間,在焊接夾具間施力致間距超出規范數值,檢查試樣變形區無間隙、開裂等缺陷。
3、 拉伸實驗:把國標深孔鏜珩磨管試樣置放彎曲試驗機上,按規范的彎芯半徑,彎曲到標準要求的角度后,彎曲位置表面無裂紋或開裂等缺陷。
4、擴口試驗:將國標深孔鏜珩磨管試樣置放臺表面,張嘴往上面,將按規范錐度選用的頂心嵌進鋼管中,直至試驗直徑擴口率超出規范后,試樣表面無裂紋或開裂等缺陷。

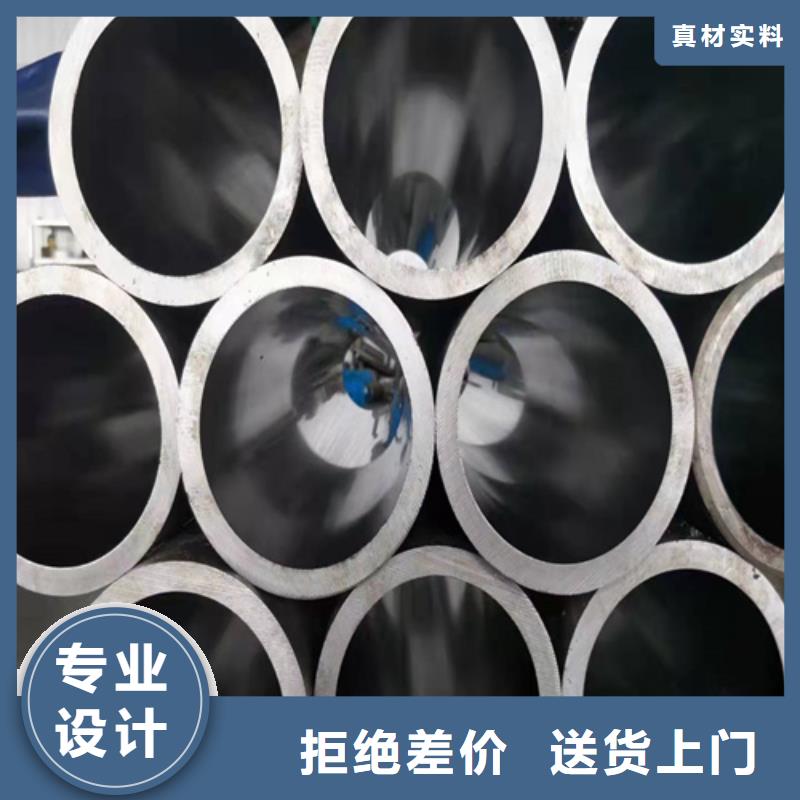
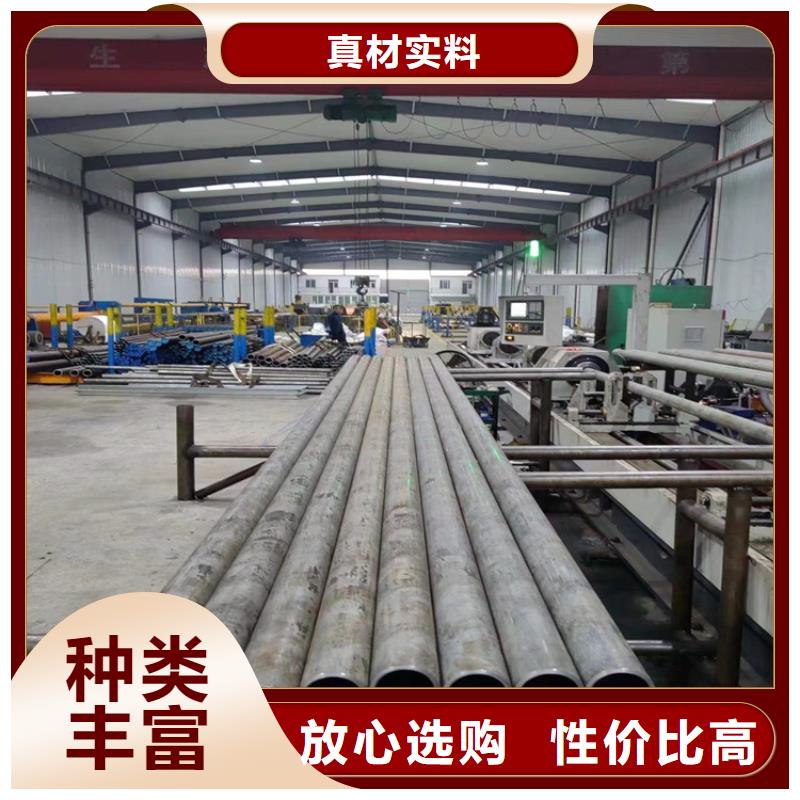
四平珩磨管油缸管絎磨管目前公司生產品種規格為:內徑直徑30mm—300mm,壁厚為2mm—40mm。技術條件為:內孔精度H5—H10.內孔粗糙度Ra≤0.63um,直線度≤0.3mm/m。鋼號是20#—45#、16Mn 27SiMn及部分低合金鋼.標準GB8713-88。 絎磨生產主要設備:350噸全液壓預應力高精度冷拔機和150噸各1臺拔機 行程12米, 拔制力為350噸。并有立式珩磨機2臺,臥式珩磨機2臺。研磨管
產品主要用途:液壓、汽動缸筒;液壓管線;旋壓、紡織以及印刷機械用管;汽車減震器用管;軸套管;活塞桿以及精密合金鋼管。根據客戶的要求還可提供:定尺管、珩磨管以及特殊熱處理管等。

四平珩磨管油缸管絎磨管珩磨管的熱處理加工是一個很重要的工序,經過熱處理加工后,可以讓其獲得較好的性能。那么如何對珩磨管進行熱處理加工?1、其熱處理加工工藝過程:鍛壓退火、粗加工、調質、半精加工、消應力、粗磨、高頻淬火、回火、精加工。以下針對幾個比較關鍵的環節做一下著重介紹:
1、調質:調質的目的就是使其可以具有良好的綜合機械性能,因些為了讓其可以獲得較高的韌性、相應的強度以及優良的力學性能,我們一般都需要對2Cr13材質進行調質處理。 2、消應力處理:所謂的消應力處理,珩磨管出售,其實就是指除應力。在一般情況下,退火鑄、鍛、焊件在冷卻時由于各部位冷卻速度不同而產生內應力,所以要進行處理消應力。
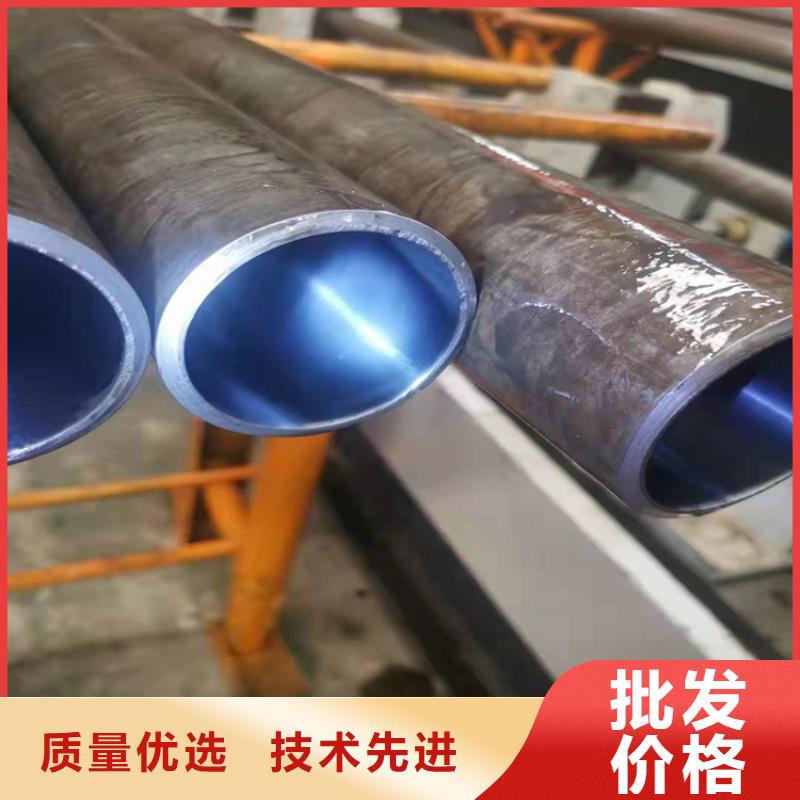
液壓鋼管基本上分為液壓系統上用的流體管和油鋼筒管,也稱為珩磨管,而冷拔或冷軋精密無縫鋼管也包含液壓鋼管。研磨管

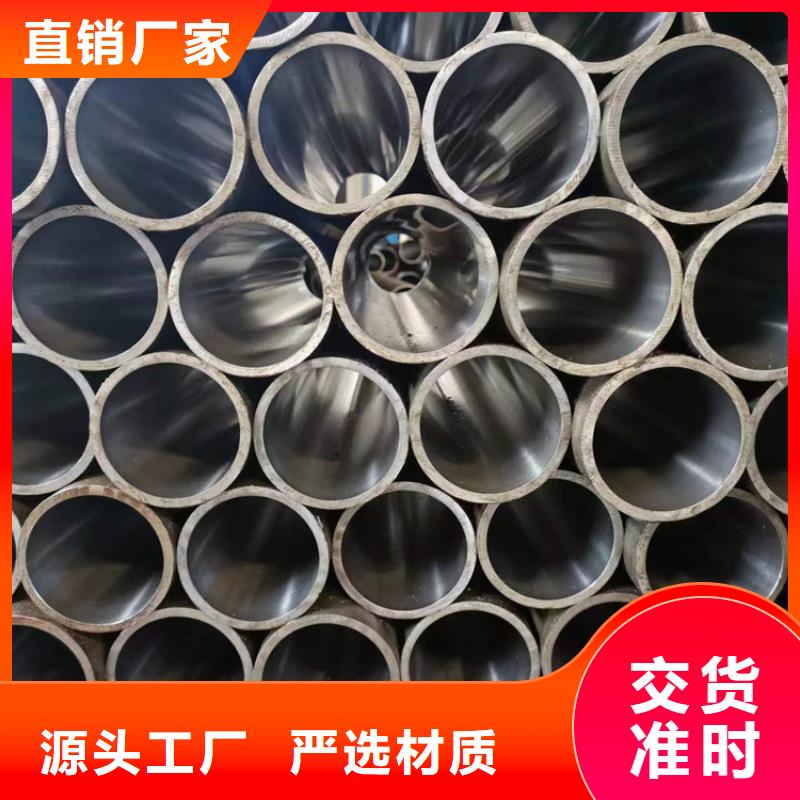
四平珩磨管油缸管絎磨管油缸管是經過滾壓加工的。由于表層存在殘余壓應力,有利于封閉表面裂紋,阻礙沖蝕擴展。因此,可以提高絎縫管的表面耐蝕性,延緩疲勞裂紋的產生或擴展,從而提高絎縫管的疲勞強度。通過滾壓成形,在滾壓表面形成冷加工硬化層,減少了磨削副接觸面的彈塑性變形,提高了絎縫管內壁的耐磨性,避免了磨削燒傷。軋制后表面粗糙度值減小,改善了匹配性能。軋制是一種無屑加工,它利用金屬在室溫下的塑性變形,使工件表面的微小不平整度變平,從而改變工件的表面結構、力學性能、形狀和尺寸。因此,這種方法可以同時達到精加工和強化兩個目的,這是磨削所不能達到的。研磨管
