


聯系我們

80mm毫米厚nm耐磨鋼板現貨廠家聯系方式
更新時間:2025-01-21 16:34:56 瀏覽次數:5 公司名稱:聊城 山東中魯金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 6000/噸 |
| 發貨期限 | 3天左右 |
| 供貨總量 | 20000 |
| 運費說明 | 可物流 |
| 最小起訂 | 1kg |
| 質量等級 | 正品受理質量異議 |
| 是否廠家 | 是 |
| 產品材質 | NM400-NM450-NM500-MN13 |
| 產品品牌 | 漣鋼-中普-新余 |
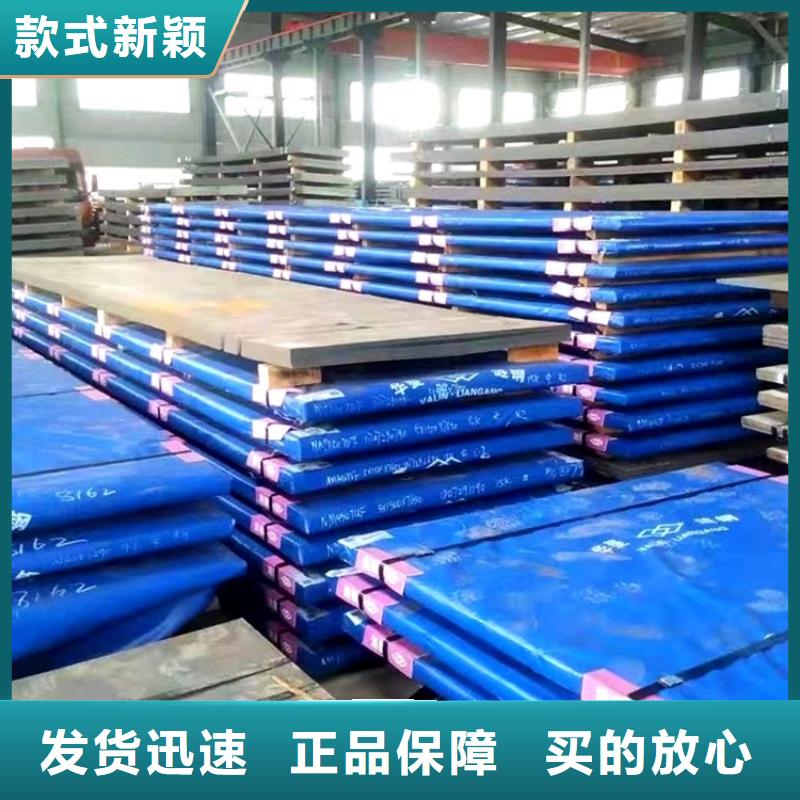
| 產品規格 | 厚度3-100MM齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 中國 |
| 加工定制 | 可按需切割下料 |
| 產品型號 | 耐磨鋼板 |
| 可售賣地 | 全國 |


80mm毫米厚nm耐磨鋼板現貨廠家聯系方式
山東中魯金屬制品有限公司
 山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結板45#(100MM-600MM
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強度鋼板:Q345高強板,Q460高強板,Q550高強板,Q690高強板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設備數臺~!可為用戶切割各種特殊規格,圖紙加工、
耐磨鋼板NM400-NM450-NM500-MN13,由于應用行業不同,NM400耐磨鋼板有時需要就行彎管加工,但是在進行彎管加工時會出現開裂現象,這是怎么回事呢?一、原材料問題,在NM400耐磨鋼板市場上,以前基本上都是精煉爐鋼帶生產,根據含銅量可分為高銅料,中銅料和低銅料,總體質量還行。二、中頻爐鋼料趁勢廣泛應用,所謂中頻爐料,就是NM400耐磨鋼板廢品回收重新煉出來的鋼帶,其成本比精煉爐有500以上優勢,由于中頻爐鋼帶的雜質多,含碳量高,不適合管材彎圓加工,品質就沒有精煉爐管好,這也就是NM400耐磨鋼板進行加工時容易開裂的原因。NM400耐磨鋼板浸蝕時,先在高含量火堿和強氧化劑硝酸鈉(220g/L)中于100~150℃下浸泡20~30min,松動氧化皮,然后放入冷水中驟冷。也可在8%~l2%的硝酸水溶液中浸60min。NM400耐磨鋼板在焊接過程中焊接不好也會出現開裂現象,所以一定要嚴格把控原材料和產品質量,避免后期出現不必要的麻煩。
山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結板45#(100MM-600MM
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強度鋼板:Q345高強板,Q460高強板,Q550高強板,Q690高強板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設備數臺~!可為用戶切割各種特殊規格,圖紙加工、
耐磨鋼板NM400-NM450-NM500-MN13,由于應用行業不同,NM400耐磨鋼板有時需要就行彎管加工,但是在進行彎管加工時會出現開裂現象,這是怎么回事呢?一、原材料問題,在NM400耐磨鋼板市場上,以前基本上都是精煉爐鋼帶生產,根據含銅量可分為高銅料,中銅料和低銅料,總體質量還行。二、中頻爐鋼料趁勢廣泛應用,所謂中頻爐料,就是NM400耐磨鋼板廢品回收重新煉出來的鋼帶,其成本比精煉爐有500以上優勢,由于中頻爐鋼帶的雜質多,含碳量高,不適合管材彎圓加工,品質就沒有精煉爐管好,這也就是NM400耐磨鋼板進行加工時容易開裂的原因。NM400耐磨鋼板浸蝕時,先在高含量火堿和強氧化劑硝酸鈉(220g/L)中于100~150℃下浸泡20~30min,松動氧化皮,然后放入冷水中驟冷。也可在8%~l2%的硝酸水溶液中浸60min。NM400耐磨鋼板在焊接過程中焊接不好也會出現開裂現象,所以一定要嚴格把控原材料和產品質量,避免后期出現不必要的麻煩。

 耐磨鋼板NM400-NM450-NM500-MN13,耐磨鋼板的熱軋工藝和焊接處理;耐磨板是一種非常適合熱軋的材料,當然終的軋制質量還與工藝的操作方式有關,若是有環節疏忽的話,也會造成殘余應力。在耐磨板熱軋過程中,需要掌握哪些關鍵技術呢? 正常情況下,耐磨板經過熱軋之后可以組織上一些細微的缺陷,把鋼材晶粒細化。讓鋼結構組織更加緊密,使其整體性能得到提高,從而使鋼材在一定程度上不再是各向同性體。 此外,耐磨板在澆注時形成的氣泡、裂紋和疏松等一些缺陷,也可以在高溫或者高壓之下予以,使其恢復優異的品質。但是一定要注意耐磨板的冷卻,如果冷卻不均勻就會造成殘余應力。 殘余應力是在沒有外力作用下內部自相平衡的應力,很多熱軋型耐磨板都會遇到這種情況,通常鋼截面尺寸越大,殘余應力也越大。正常情況下殘余應力能夠保持自己相互平衡,但耐磨板在很多情況下都需要在外力作用下進行處理這個時候就會破壞平衡,對變形、穩定性等方面的操作產生影響。 除了關于耐磨板的熱軋之外,熱脹冷縮的特性也要考慮在內,尤其在對其進行焊縫處理的時候,局部收縮誘發的應變能夠達到屈服點的數倍,這個應力比荷載引起的還要大很多。另外就是在巨大的壓力下,耐磨板內部的非金屬夾雜物會被壓成薄片,從而出現分層現象。
耐磨鋼板NM400-NM450-NM500-MN13,耐磨鋼板的熱軋工藝和焊接處理;耐磨板是一種非常適合熱軋的材料,當然終的軋制質量還與工藝的操作方式有關,若是有環節疏忽的話,也會造成殘余應力。在耐磨板熱軋過程中,需要掌握哪些關鍵技術呢? 正常情況下,耐磨板經過熱軋之后可以組織上一些細微的缺陷,把鋼材晶粒細化。讓鋼結構組織更加緊密,使其整體性能得到提高,從而使鋼材在一定程度上不再是各向同性體。 此外,耐磨板在澆注時形成的氣泡、裂紋和疏松等一些缺陷,也可以在高溫或者高壓之下予以,使其恢復優異的品質。但是一定要注意耐磨板的冷卻,如果冷卻不均勻就會造成殘余應力。 殘余應力是在沒有外力作用下內部自相平衡的應力,很多熱軋型耐磨板都會遇到這種情況,通常鋼截面尺寸越大,殘余應力也越大。正常情況下殘余應力能夠保持自己相互平衡,但耐磨板在很多情況下都需要在外力作用下進行處理這個時候就會破壞平衡,對變形、穩定性等方面的操作產生影響。 除了關于耐磨板的熱軋之外,熱脹冷縮的特性也要考慮在內,尤其在對其進行焊縫處理的時候,局部收縮誘發的應變能夠達到屈服點的數倍,這個應力比荷載引起的還要大很多。另外就是在巨大的壓力下,耐磨板內部的非金屬夾雜物會被壓成薄片,從而出現分層現象。
 耐磨鋼板NM400-NM450-NM500-MN13,nm500耐磨板連軋工藝的措施;
nm500耐磨板壁厚不均主要體現為螺旋狀壁厚不均、直線狀壁厚不均。連軋工藝調整的影響是導致成品nm500耐磨板板壁厚不均的重要因素。具體為: 1、螺旋狀壁厚不均 成因是: (1)穿孔機軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整原因造成的壁厚不均,一般沿nm500耐磨板的全長呈螺旋狀分布。 (2)在軋制過程中定心輥打開過早、定心輥調整不當以及頂桿抖動等造成的壁厚不均,一般沿nm500耐磨板全長呈螺旋狀分布。 措施: (1)調整穿孔機軋制中心線,使兩軋輥的傾角相等,按軋制表給定參數調整軋板機。 (2)針對第二種情況,根據毛板出口速度調整定心輥打開時間,軋制過程中定心輥不要打開過早,以防止頂桿抖動,造成壁厚不均。定心輥開口度需要根據毛板直徑的變化作適當調整,并考慮毛板跳動量的大小。 2、直線狀壁厚不均 成因: (1)芯棒預穿鞍座高度調整不合適,芯棒預穿時接觸到某一面的毛板,致使毛板在接觸面上溫降過快,造成壁厚不均甚至拉凹缺陷。 (2)連軋軋輥間隙過小或過大。 (3)軋板機中心線偏差。 (4)單、雙機架壓下量不均,會造成nm500耐磨板單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱偏差。 (5)臼斷裂,內外輥縫差大,會造成nm500耐磨板直線型非對稱偏差。 措施: (1)調整好芯棒預穿鞍座的高度、保證芯棒與毛板對中。 (2)更換孔型及軋制規格時應測量軋輥間隙,使實際軋輥間隙與軋制表保持一致。 (3)用光學對中裝置調整軋制中心線,年度大修時必須校正軋板機中心線。 (4)及時更換臼斷裂的機架,實施測量連軋輥內、外輥縫,出現問題并及時更換
耐磨鋼板NM400-NM450-NM500-MN13,nm500耐磨板連軋工藝的措施;
nm500耐磨板壁厚不均主要體現為螺旋狀壁厚不均、直線狀壁厚不均。連軋工藝調整的影響是導致成品nm500耐磨板板壁厚不均的重要因素。具體為: 1、螺旋狀壁厚不均 成因是: (1)穿孔機軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整原因造成的壁厚不均,一般沿nm500耐磨板的全長呈螺旋狀分布。 (2)在軋制過程中定心輥打開過早、定心輥調整不當以及頂桿抖動等造成的壁厚不均,一般沿nm500耐磨板全長呈螺旋狀分布。 措施: (1)調整穿孔機軋制中心線,使兩軋輥的傾角相等,按軋制表給定參數調整軋板機。 (2)針對第二種情況,根據毛板出口速度調整定心輥打開時間,軋制過程中定心輥不要打開過早,以防止頂桿抖動,造成壁厚不均。定心輥開口度需要根據毛板直徑的變化作適當調整,并考慮毛板跳動量的大小。 2、直線狀壁厚不均 成因: (1)芯棒預穿鞍座高度調整不合適,芯棒預穿時接觸到某一面的毛板,致使毛板在接觸面上溫降過快,造成壁厚不均甚至拉凹缺陷。 (2)連軋軋輥間隙過小或過大。 (3)軋板機中心線偏差。 (4)單、雙機架壓下量不均,會造成nm500耐磨板單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱偏差。 (5)臼斷裂,內外輥縫差大,會造成nm500耐磨板直線型非對稱偏差。 措施: (1)調整好芯棒預穿鞍座的高度、保證芯棒與毛板對中。 (2)更換孔型及軋制規格時應測量軋輥間隙,使實際軋輥間隙與軋制表保持一致。 (3)用光學對中裝置調整軋制中心線,年度大修時必須校正軋板機中心線。 (4)及時更換臼斷裂的機架,實施測量連軋輥內、外輥縫,出現問題并及時更換
