






梅州企業旺旺珩磨管絎磨管油缸管小口徑絎磨管麻點缺陷處理 在加工之前表面會有很多的麻點,這是影響小口徑絎磨管質量的重要因子,要想經過絎磨后獲得質量好的液壓油缸管 ,就需要對這些麻點進行修復。那么,小口徑絎磨管表面缺陷的修復方法有哪些呢?1.加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達到降低麻點深度,減小珩磨磨削余量的目的。2.優選熱軋管坯料冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高缸筒的成材率。3.熱軋管內孔缺陷清理。
梅州企業旺旺珩磨管絎磨管油缸管小口徑絎磨管磨管尺寸偏差的計算方法1.小口徑珩磨管檢查臺作用在成品檢查臺上,對稱品合金鋼管要逐支進行管徑、壁厚的測量,精密管,同時進行內外表面質量的檢查。2.小口徑珩磨管尺寸偏差的計算方法—小口徑珩磨管外徑偏差的計算正偏差=(D 大-D 公)/D 公×100%負偏差=(D 小-D 公)/D 公×100%外徑公差范圍=正偏差+負偏差3.小口徑珩磨管壁厚偏差計算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%負偏差(-△S)= 壁厚公差范圍=正偏差+負偏差
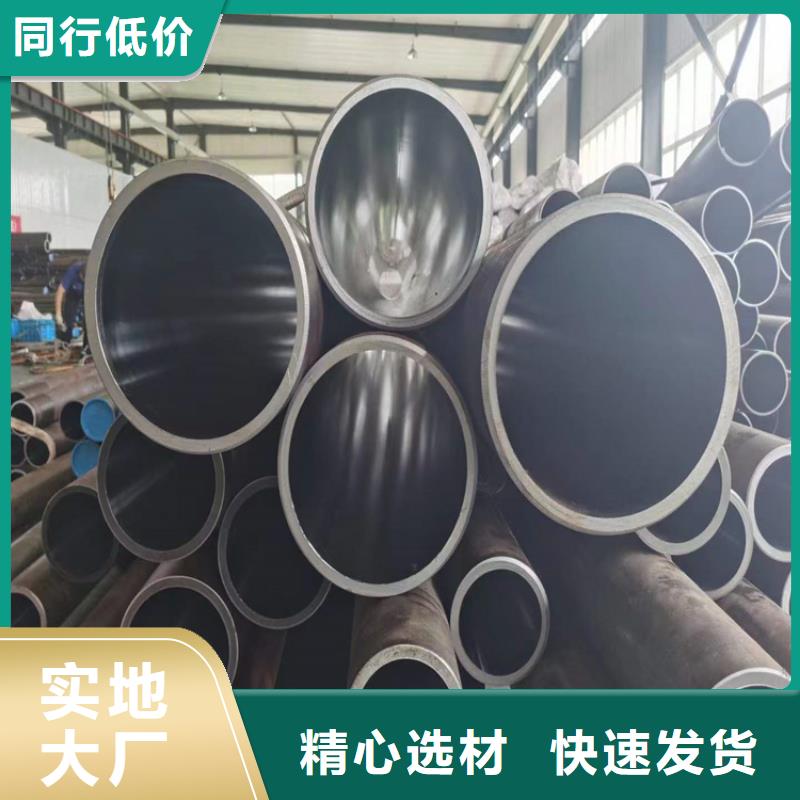
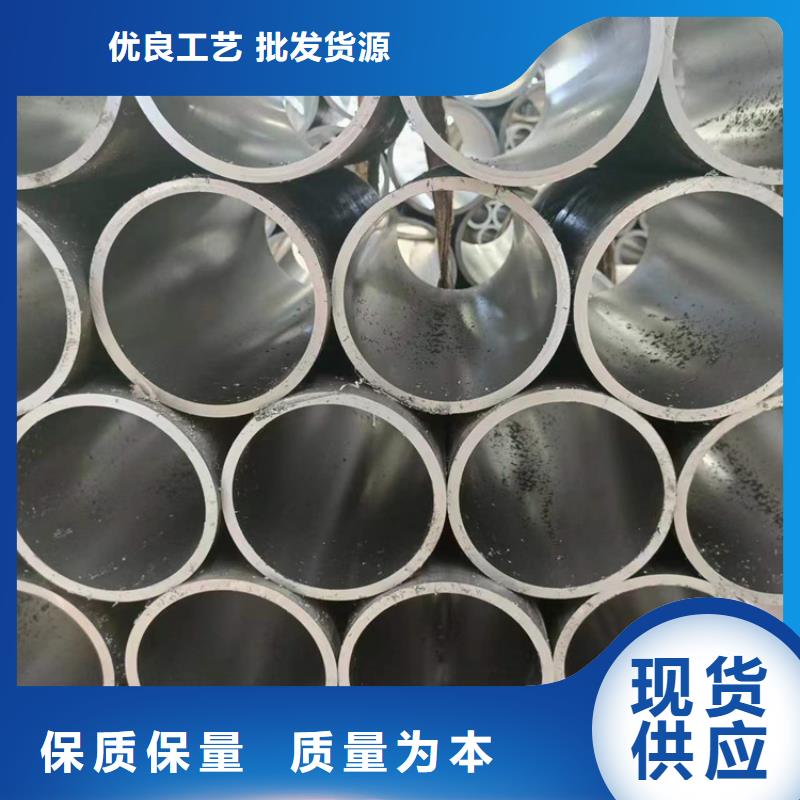
梅州企業旺旺珩磨管絎磨管油缸管大口徑絎磨管筑底反彈的可能 國內大口徑絎磨管供應繼續增加,需求有所下滑,庫存延續下降態勢,故五月份建筑大口徑絎磨管呈現重心下移的弱勢震蕩調整態勢。經歷了一個月的階段性調整,產量隱隱有出現拐點的跡象,需求雖有下滑,但并未表現出明顯的淡季特征,供需格局同步變化背景下,庫存和成本對價格的支撐仍在。 目前建筑鋼材市場仍處于高產量,低庫存,低利潤,高成本的格局之中,價格震蕩態勢難以改變。初步預計6月份國內大口徑絎磨管震蕩運行,或存在筑底反彈的可能。公司擁有絎磨管機組4條,可加工生產30--600的絎磨管(航模管油缸管)。公司生產品種規格為:內徑直徑30mm—300mm,壁厚為2mm—40mm。技術條件為:內孔精度H5—H10,內孔粗糙度Ra≤0.63um,直線度≤0.3mm/m。鋼號是20#—45#、16Mn、27SiMn及部分低合金鋼,標準GB8713-88。
梅州企業旺旺珩磨管絎磨管油缸管絎磨管廠家迅速準確的判斷故障缸是非常重要的。其快速判斷方法是:將裝載機動臂落到底,然后啟動發動機(機器處于空擋位置),將動臂操縱桿置于下降位置,加大油門根據松開動臂缸大腔接口處的漏油情況即可判斷小腔油封的好壞。若大腔接口處漏油比較多,則說明該絎磨管封密封不良或油封損壞;若松開處接口不漏油可漏油很少,則說明該動臂缸小腔油封密封性能較好。大腔油封損壞,就會造成升起的動臂自動下落,其判斷方法與小腔油封判定方法相反。絎磨管廠家也可用此法來判斷裝載機的翻斗缸或轉向缸的某一絎磨管油封以及非對稱式絎磨管筒(如挖掘機的斗桿缸、鏟斗缸)的某一腔油封的密封情況小口徑絎磨管內徑絎磨光潔度多少 