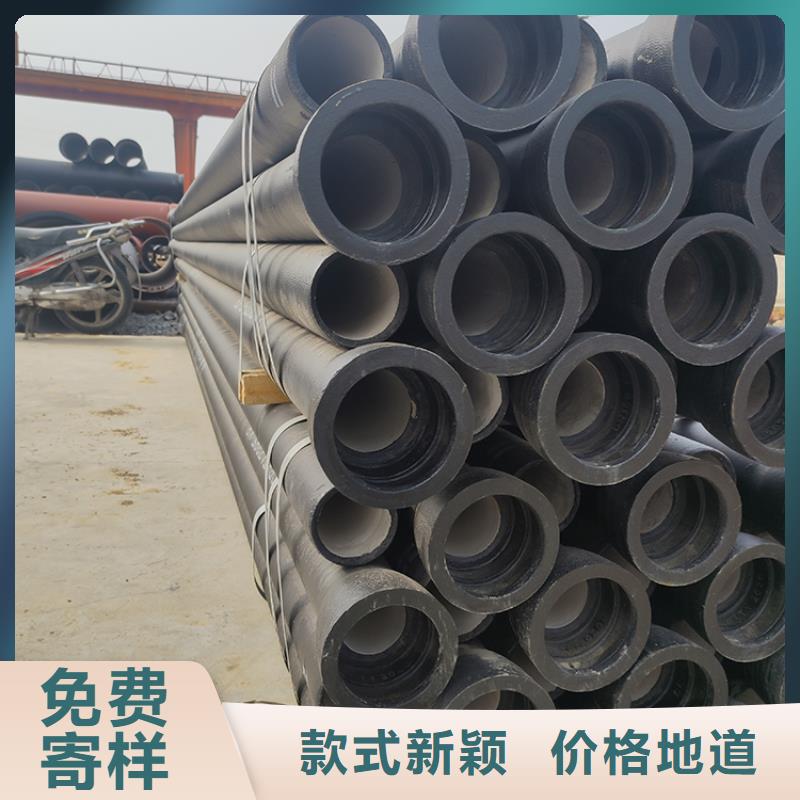
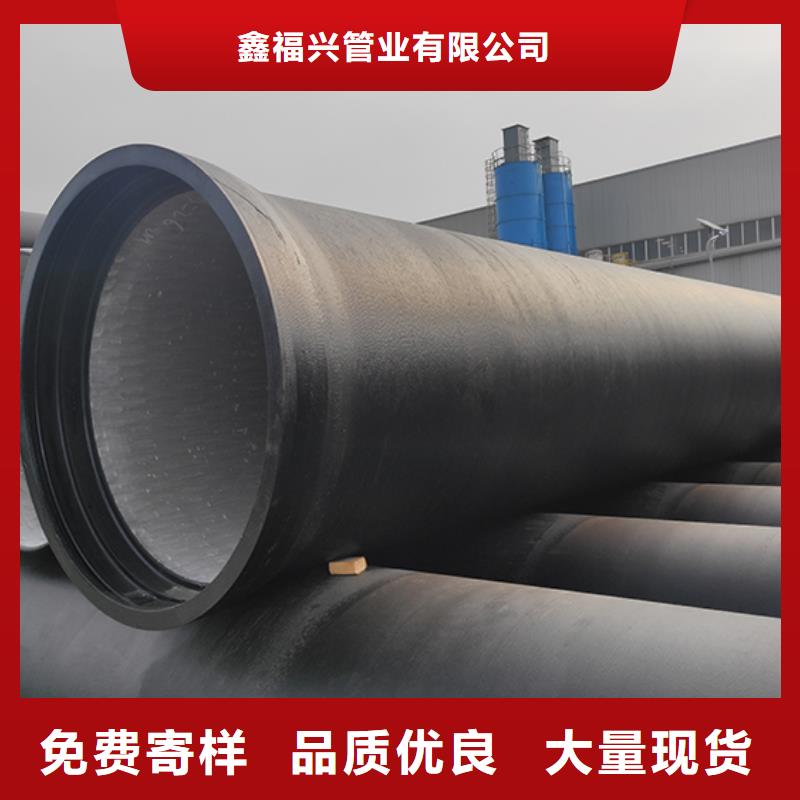
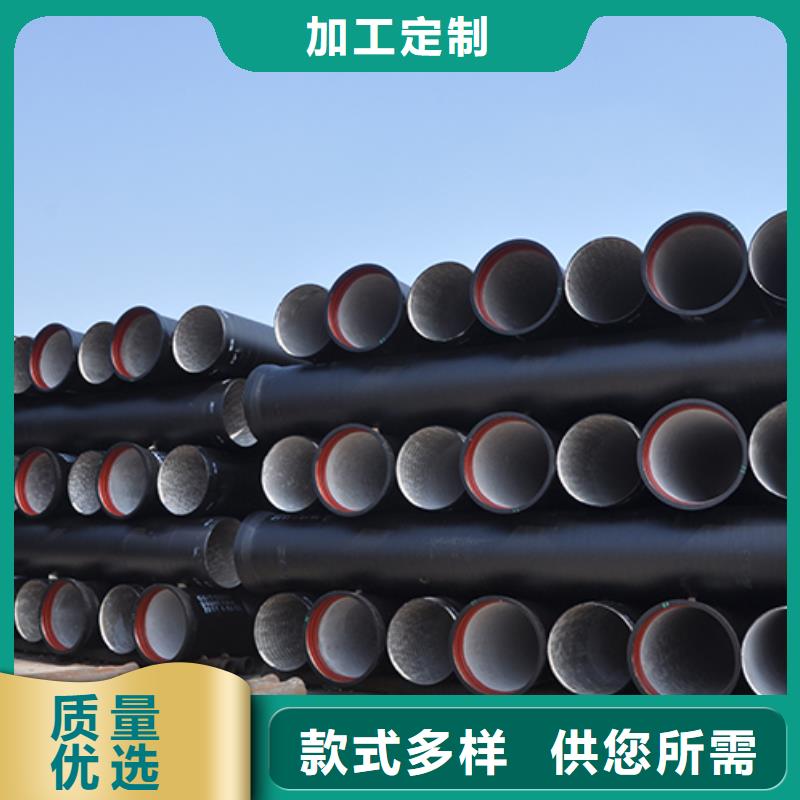
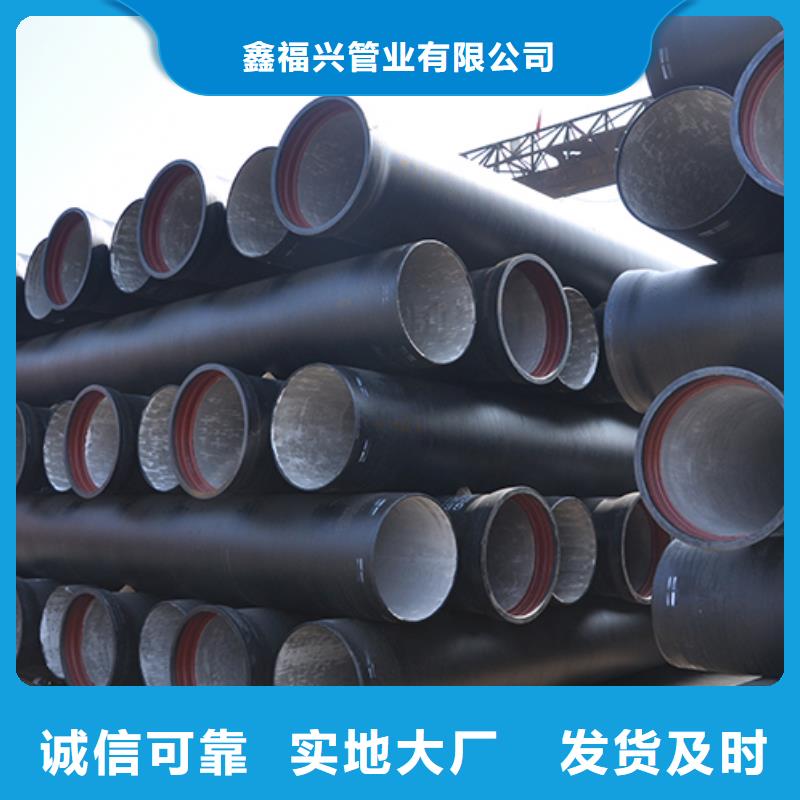
dn100k7球墨鑄鐵管來(lái)電咨詢(xún)
更新時(shí)間: 2025-01-04 13:58:32 瀏覽次數(shù):3
以下是:dn100k7球墨鑄鐵管來(lái)電咨詢(xún)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 3000/噸 |
|---|
| 發(fā)貨期限 | 1天 |
|---|
| 供貨總量 | 100萬(wàn)噸 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 現(xiàn)付 |
|---|
| 最小起訂 | 1 |
|---|
| 質(zhì)量等級(jí) | K9 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 球墨鑄鐵 |
|---|
| 產(chǎn)品品牌 | 鑫福興 |
|---|
| 產(chǎn)品規(guī)格 | DN80-DN1400 |
|---|
以下是:dn100k7球墨鑄鐵管來(lái)電咨詢(xún)的圖文視頻
導(dǎo)讀 您是想要在山西省呂梁市采購(gòu)高質(zhì)量的dn100k7球墨鑄鐵管來(lái)電咨詢(xún)產(chǎn)品嗎?鑫福興管業(yè)有限公司是您的不二之選!我們致力于提供品質(zhì)保證、價(jià)格優(yōu)惠的dn100k7球墨鑄鐵管來(lái)電咨詢(xún)產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿(mǎn)足廣大客戶(hù)的多種需求,聯(lián)系人:桂經(jīng)理-13100067565,QQ:215134291,地址:《南村鎮(zhèn)牛匠村發(fā)貨到山西省 呂梁市 離石區(qū)、文水縣、交城縣、興縣、臨縣、柳林縣、石樓縣、嵐縣、方山縣、中陽(yáng)縣、交口縣、孝義市、汾陽(yáng)市》。 山西省,呂梁市 呂梁的建置早可追溯到春秋時(shí)代,當(dāng)時(shí)呂梁有屈邑、平陵邑、中陽(yáng)邑及瓜衍縣等;1971年,組建呂梁地區(qū),后于2003年撤地設(shè)市。呂梁是革命老區(qū),曾是紅軍東征主戰(zhàn)場(chǎng)、晉綏邊區(qū)首府和中央后委所在地;呂梁是全國(guó)的白酒、紅棗、核桃、小雜糧生產(chǎn)基地,是中國(guó)的清香型白酒生產(chǎn)基地,被評(píng)為“世界十大烈酒產(chǎn)區(qū)”。2020年,呂梁市獲評(píng)全國(guó)雙擁模范城市。境內(nèi)有北武當(dāng)山和磧口兩大風(fēng)景名勝區(qū)。
電咨詢(xún)")
電咨詢(xún)")
球墨鑄鐵管清理工作是怎樣進(jìn)行的:1、清理管口:將承口內(nèi)的所有雜物擦洗干凈;2、清理膠圈、上膠圈:將膠圈上的粘著物清擦干凈,把膠圈彎為“梅花形”或“8”字形裝入承口槽內(nèi),并用手沿整個(gè)膠圈按壓一遍,或用橡皮錘砸實(shí),確保膠圈各個(gè)部分不翹不扭,均勻地卡在槽內(nèi);3、在插口外表面和膠圈上涂刷潤(rùn)滑劑:將潤(rùn)滑劑均勻地涂刷在承口安裝好的膠圈內(nèi)表面、在插口外表面涂刷潤(rùn)滑劑時(shí)要將插口線以外的插口部位全部刷勻。 球墨鑄鐵管鑄造體系的規(guī)劃需注意什么: 1、消失模鑄造液態(tài)金屬充型過(guò)程中,泡沫模具液化、氣化后退讓出的空間被金屬液所占有,假如金屬液充型速度慢,形成時(shí)刻間隙過(guò)大,會(huì)形成局部崩塌的風(fēng)險(xiǎn)。充型速度快,形成泡沫模具不能充沛氣化,在型內(nèi)增加渣量; 2、澆注體系規(guī)劃要考慮容貌束擺放便利。一起滿(mǎn)足干砂能充填到容貌的一切內(nèi)腔,防止容貌平面處于水平方位,以及盲孔處于水平或向下的方位; 3、要考慮容貌束擺放便利,一起還要考慮到干砂能填充到容貌的全部?jī)?nèi)腔,防止容貌的平面處于水平方位,以及盲孔處于水平或向下的方位; 4、澆注體系的規(guī)劃要確保容貌束的全體強(qiáng)度。尤其是上涂料今后要確保內(nèi)澆道等連接處可以接受搬運(yùn)、振蕩填砂等操作; 5、澆注體系多選用簡(jiǎn)略的方式。以縮短金屬液流經(jīng)的間隔。直澆道與鑄件容貌之間的間隔不可過(guò)小,以確保液態(tài)金屬充型過(guò)程中不因砂型溫度升高而使容貌變形; 6、金屬液壓頭應(yīng)超過(guò)金屬前沿的界面氣體壓力,以防嗆火(反噴); 7、澆注體系的規(guī)劃應(yīng)該有利于金屬液順利平穩(wěn)地充滿(mǎn)整個(gè)型腔,并且具有較強(qiáng)的減渣、消渣和排氣能力;具有良好的集渣、存氣功能,以獲得無(wú)缺陷的鑄件; 8、只要具有必定厚度的吃砂量,在真空后才干產(chǎn)生足夠的強(qiáng)度,形成堅(jiān)硬的鑄型,使其能接受住金屬液靜壓力的效果。
電咨詢(xún)")
電咨詢(xún)")
總結(jié) 在山西省呂梁市采購(gòu)dn100k7球墨鑄鐵管來(lái)電咨詢(xún)請(qǐng)認(rèn)準(zhǔn)鑫福興管業(yè)有限公司,品質(zhì)保證讓您買(mǎi)得放心,用得安心,廠家直銷(xiāo),減少中間環(huán)節(jié),讓您購(gòu)買(mǎi)到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:桂經(jīng)理-13100067565,QQ:215134291,地址:南村鎮(zhèn)牛匠村)。