

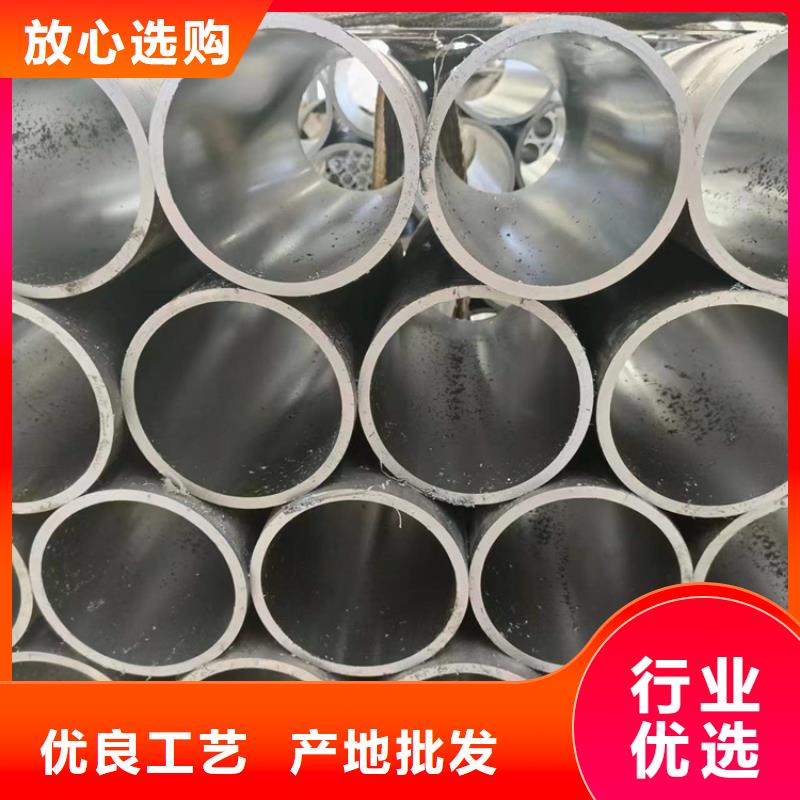



另外,不要忘了檢查珩磨機中的油石超越尺寸是否正確,珩磨頭的漲縮是否靈活,緊固油石座的彈簧是否牢固。調節好機床主軸的旋轉運動和往復運動,使它符合工藝規范規定的要求。珩磨管的珩磨工藝及其工藝參數的設置發布者:隆威珩磨管 發布時間:2018/2/26 16:14:19 點擊:1423珩磨管是通過珩磨工藝制作成型的,在對管材進行珩磨的時候,砂條上的磨粒會以一定的壓力、較低的速度對工件表面進行磨削、擠壓和刮擦,使得砂條作旋轉運動和上下往復運動,這樣砂條上的磨粒就會在孔表面所形軌跡成為交叉而不重復的網紋。
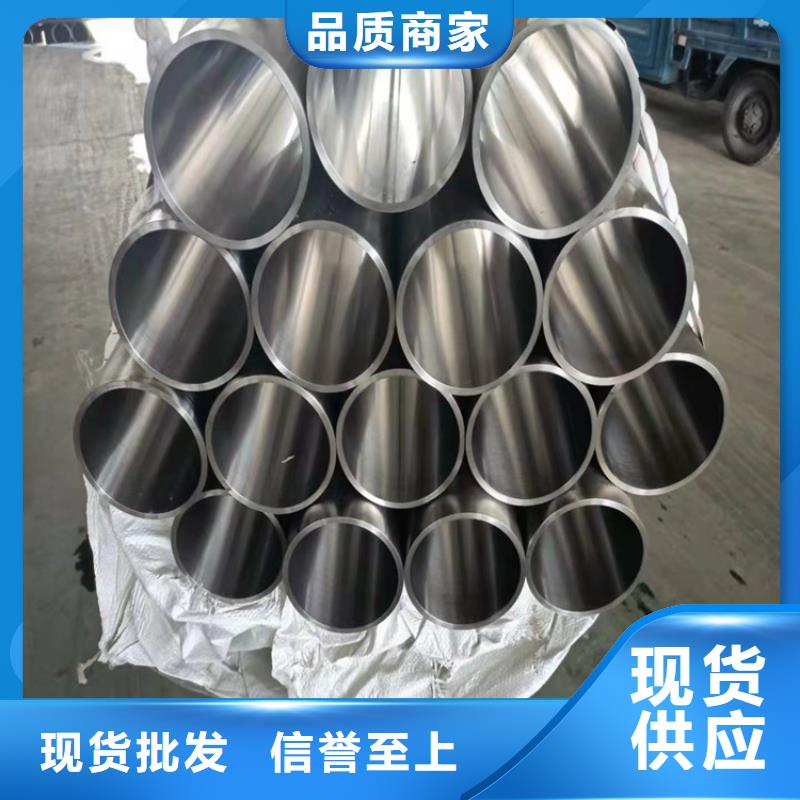
厚壁珩磨管是液壓缸的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;絎磨鋼管要承受很大的液壓力,因此,應有足夠的強度和剛度。絎磨與內圓磨不同加工是用一珩磨頭伸進孔內然后由機器帶動旋轉往復并漲出磨條進行切削加工.機器是專用的珩磨機.有立式和臥式之分.立式較適于大批量的較短件連續生產如氣缸套類.臥式的較適合較長件的生產.如果是加工鑄鐵類的生產效率轉內圓磨的方式高幾倍.但鋼件珩磨效率比鑄鐵等要差點不過比起內圓磨的方式還是要快很多.精度方面不是什么問題比起內圓磨有過之而無不及.厚壁油缸管應用:(1)工程液壓機械:如液壓汽車吊、挖掘機、推土機、叉車等。(2)煤礦井下液壓支架:目前全國生產井下液壓支架的企業有48家,高精度冷拔管的總需求量約為120萬米。(3)水電站閘門啟閉機、模板機,特別是長江三峽工程在今后十年的需求很大。(4)建筑機械:高空作業升降機械,一般建筑的施工修繕也離不開液壓機械。(5)石油地質管:全國各油田每年需抽油泵3萬臺以上,年消耗高精度管20—40多萬米、此外還可用本項技術精整各類鉆桿。
這種情況下,珩磨管就會失去原有的承載能力,發生彎曲、變形等問題,如果對此類問題不予以重視而繼續使用的話,勢必會造成更為嚴重的不良后果。所以,對珩磨管進行防火處理也是非常有必要的。方式方法有很多,比如采用采用絕熱、耐火材料阻隔火焰直接灼燒珩磨管,從而降低熱量的傳遞速度,減緩管材的局部溫升和強度降低等等。借鑒這一原理,實際中用到的珩磨管防火措施也不少。主要的還是外包層的運用,就是在珩磨管表面增設外包層,可以現澆成型,也可以采用噴涂法。同時外包層也可以用珍珠巖、石棉、石膏或石棉水泥、輕混凝土做成預制鋼管,采用膠粘劑、釘子、螺栓固定在鋼布局上,同樣能提高珩磨管的防火性。
怎樣修復珩磨管的表面缺陷1、加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達到降低麻點深度,減小珩磨磨削余量的目的。2、優選熱軋管坯料冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高缸筒的成材率。3、熱軋管內孔缺陷清理珩磨管的基本構成液壓油缸缸筒是珩磨管的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應有足夠的強度。設計時既要考慮強度,又要選擇工藝性較好的結構形式。導向套對活塞或柱塞起導向和支承作用,有些液壓缸不設導向套,直接用端蓋孔導向,這種結構簡單,但磨損后需要更換端蓋。