



聯系我們

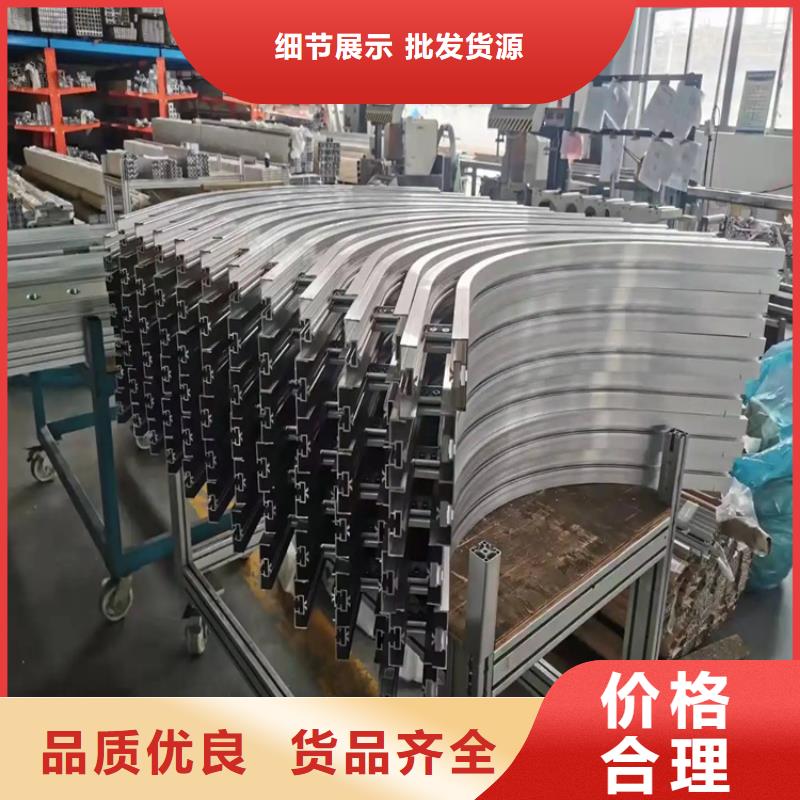
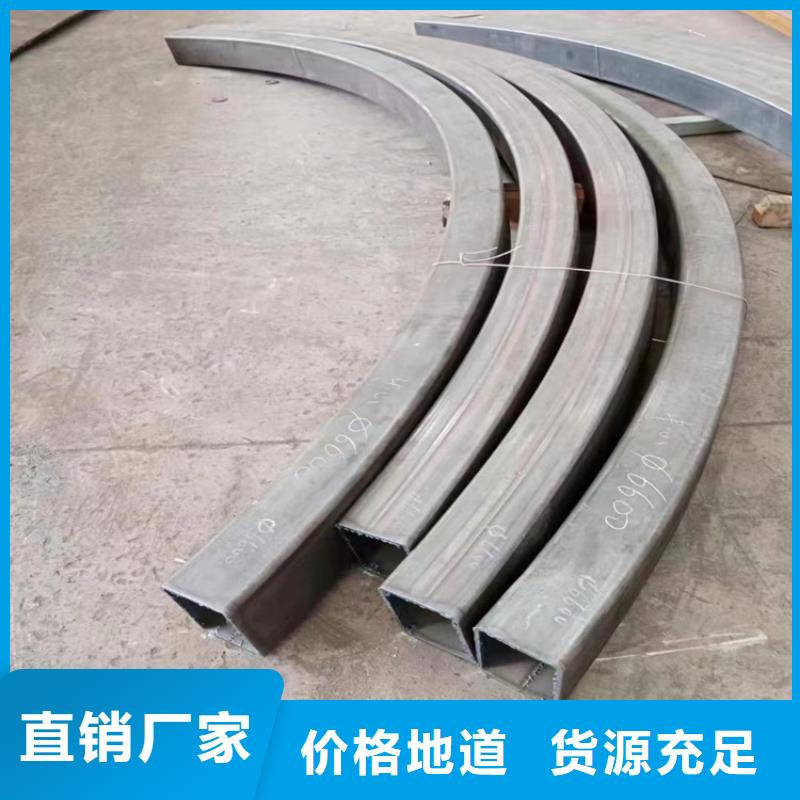
型材拉彎廠家現貨推薦
更新時間:2025-02-16 15:06:46 瀏覽次數:4 公司名稱: 宏鉅天成鋼管有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3000/噸 |
| 發貨期限 | 現貨直發 |
| 供貨總量 | 3000噸 |
| 運費說明 | 賣家負責 |

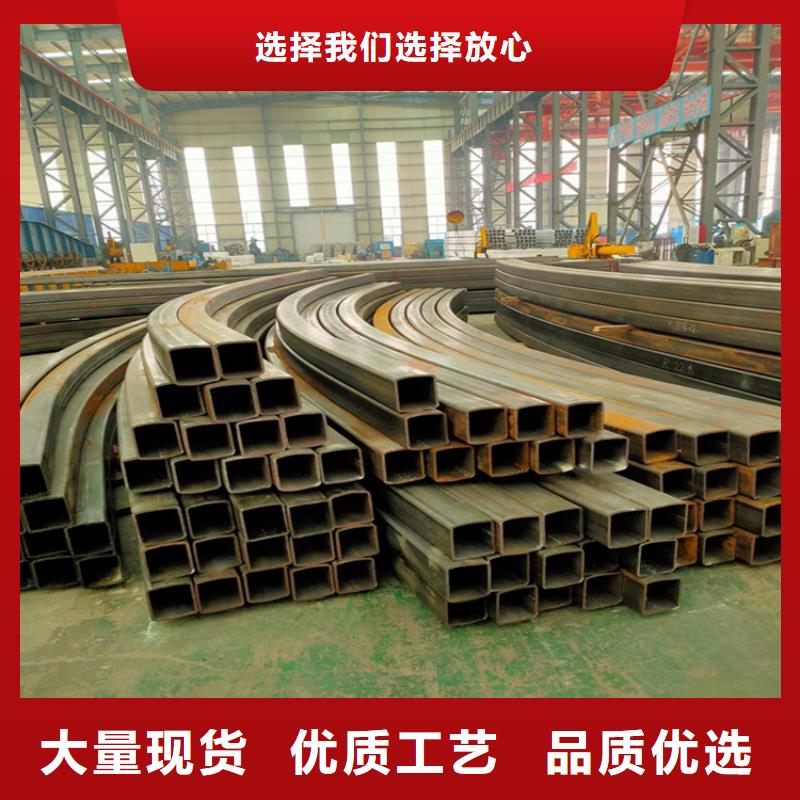



型材拉彎等體積成形設備和鈑金加工設備平行開展,出現規格種類齊全、數量增長敏捷、新式產品和技術不斷得到運用等景象,產品全體技術水平和數控化率繼續前進,并大量完成出口,滿意了我國經濟開展的需求。管材加工設備方面,因為我國管材運用量激增,管材運用市場非常之大、家具職業、體育器材、鍋爐職業、汽車職業、排氣管上等,在規格、種類、數量等方面增長敏捷,技術水平快速前進,根本滿意國內市場需求。這些日常運用品、工商業等等所需求的管材加工彎管機設備根本都可滿意市場需求。機械壓力機、液壓機、彎管機、液壓彎管機、金屬圓鋸機、縮管機、等管材加工設備在加工精度、可靠性、技術指標、節能減排、宜人道等方面都有明顯前進。新產品開發才能及市場競爭力都大大前進。以新工藝為導向,滿意新工藝要求的特別結構、特別功能的鍛壓設備也不斷出現。比如,等數控彎管機、切管機、彎管切管縮管與一體流水線管材加工設備,特別資料鍛壓設備等。
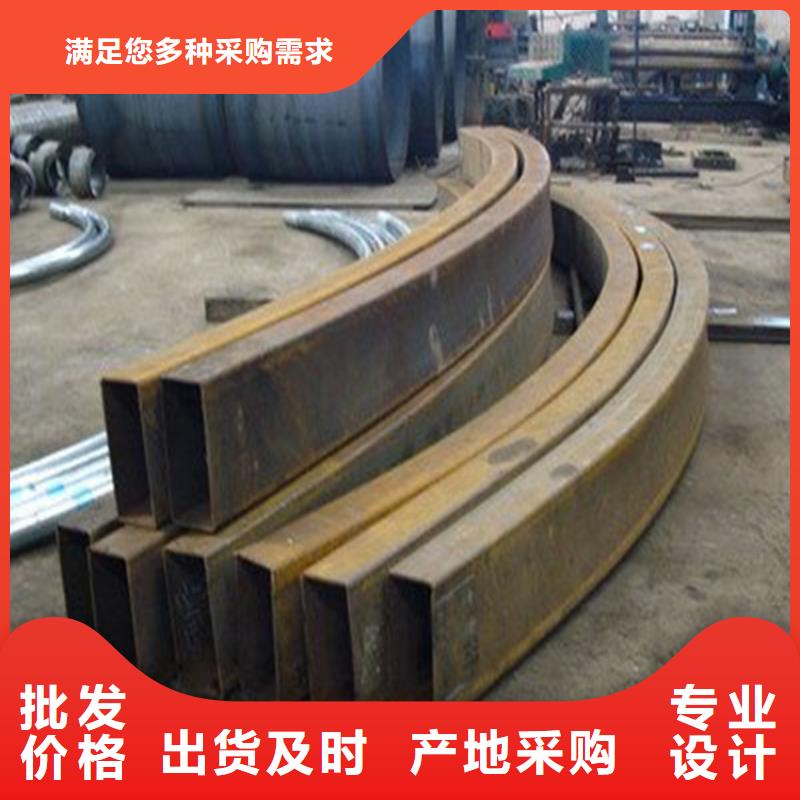
型材拉彎鋼材拉彎中的損耗計算公式為:b=Q/G×100式中b為成材率,%;Q為合格產品分量,噸;G為投入質料分量,噸。成材率與金屬耗費系數K成倒數的聯系。b=(G-W)/G×100=1/K.式中W為出產過程中形成的金屬損耗量,噸。可見影響成材率的主要因素是出產過程中產生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個軋鋼車間用的質料和軋制的產品不同,如有的軋鋼車間以鋼錠為質料通過中心開坯,軋制成材;有的車間以鋼錠為質料直接軋制成材;有的車間以鋼坯為質料軋制成材;還有少量車間則是以鋼材為質料加工成各種成品鋼材的,所以用一種成品率計算方法。難以表示和比較出產過程中金屬收得情況,難以反映車間之間在出產技術水平和管理水平上的差異。因而,在成材率的計算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來坯一材成材率等,各軋鋼車間要根據具體情況計算。
一起來了解一些型材拉彎知識型材拉彎便是方管通過加工之后變成的一種產品,方管,它的外形便是有點像立體的長方形,可是里邊是空心的,是鋼鐵制造而成的,是要通過好多道的工序之后才加工而成的,后才成為了咱們現在看到的產品。它的制造的資料并不僅僅是只有鋼材,被的一些資料也是能夠制造而成的。型材拉彎的這種方管是空心的,所以,在通過拉彎機進行拉彎的時分,事比較簡單拉,它不像實心的那些鋼材制造出來的產品,用來拉彎是比較的費力的。拉彎,從字面上的意思我們就有可能會想到便是運用機器來把一些鋼材進行彎折的處理。也便是改動它的形狀,變成了別的的一種產品,可是它的實質是沒有發生改動的。這種拉彎的話他的精準的度數是比較的高的,一旦成型之后就不能夠在進行改動的,它要拉彎的度數都是事先就已經是方案好了的。拉彎的時分是要根據尺度來進行拉彎的,拉彎之后是不會反彈的,反彈便是指拉好之后彎度會有所改動。產品在通過拉彎之后它的厚度是會有一些的改動的,在沒有通過拉彎的時分它的厚度是比較的厚的。
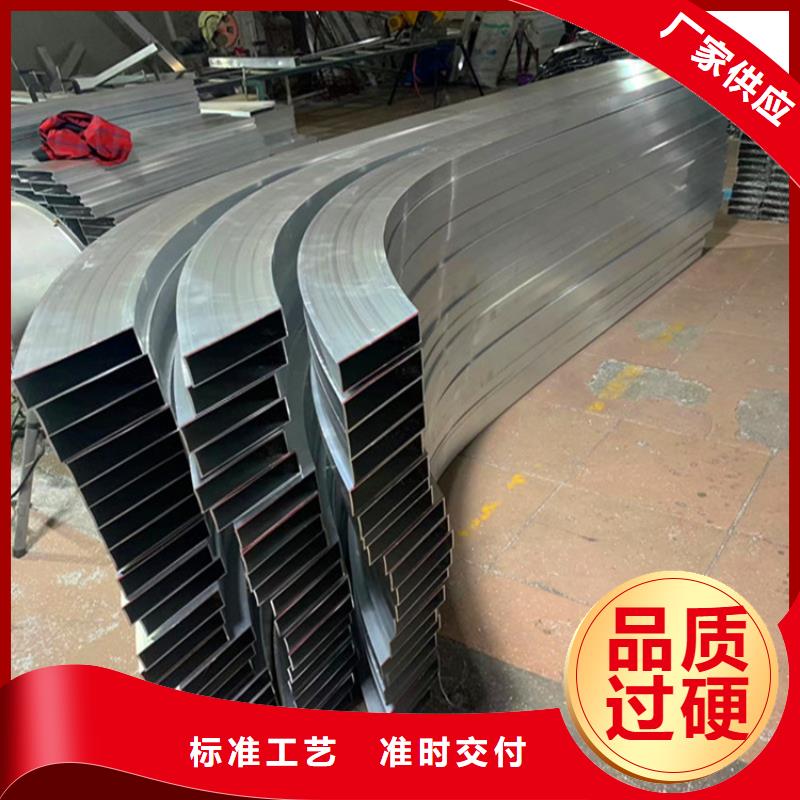
型材拉彎滾彎機首要用于工字鋼、礦工鋼、U型鋼、C型鋼、角鋼、槽鋼、道軌、方鋼、鋼管等型鋼的拱形卷圓、變徑、定角彎曲。選用數顯編碼器編程,使液壓操作體系定位準確,所彎型鋼一次主動成型,效率高、操作便利。 廣泛應用于隧道、地鐵、水電站、地下洞室等職業施工中,是鋼拱架制造的志向設備我廠出產的工字鋼滾彎設備,選用數控設備,液壓操作體系定位準確,滾彎型鋼一次主動成型,效率高、操作便利。滾彎機主動滾輪和被迫滾輪選用特別材料高性能鋼質,經整體熱處理,減少游輪的運用磨損,對工件無劃傷,運用壽數更長。廠的工字鋼滾彎機的液壓體系選用先進的液壓元件,液壓體系設計獨特,并增加了頂出反彈設備,頂出能有力。操作時不能超出機械性能規劃作業。盡量避免偏疼載荷。操作與送料人員之間應按規矩信號,密切配合。如在彎制過程中發生曲解,應及時檢查壓痕違背受壓面中心的情況,檢查主、從動壓輪能否磨損出槽,并及時進行檢修。