


聯系我們

GR-SB-2E護欄板銷售
更新時間:2024-12-30 04:11:54 瀏覽次數:10 公司名稱:聊城 廣順交通設施有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 20/件 |
| 發貨期限 | 1-7 |
| 供貨總量 | 50986 |
| 運費說明 | 電聯 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品規格 | 齊全 |
| 發貨城市 | 全國 |
| 產品產地 | 山東 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 是否進口 | 否 |


云海旭金屬材料有限公司
南充GR-SB-2E護欄板銷售
有不同的用途,而不同的無論是外觀,規格型 還是質量都是有差距的,這自然在購買的時候,所注意的方面也是都有所不同。來說吧,所注重的可能更多的是外觀上面,因為長期的在室外進行使用,如果采用一般的室內防護產品,就可能會在室外天氣因素的影響下而導致外觀受到損壞,從而影響到了內部的結構。
在采購的時候,一定要針對能夠適應戶外天氣變化的防護產品,這樣在長久的使用中才能夠保證防護質量而不會輕易的變形和損壞。公路護欄的建設本身就是一筆非常大的資金投入了,如果質量還不能保證的話,無論是和更換都將會是一筆很大的投入和工作量,這對于本身建設就有成本控制的公路防護部門來說,就會是一個非常麻煩的事情了。
款型挑選的時候,就一定要因地制宜的選擇更為適合當時安裝環境以及安裝條件的護欄產品,這樣才能夠保證產品的材質能夠的適應當時的各方面天氣環境以及周遭的防護環境,而不至于會在短期內出現質量和防護上面的問題,對相關的防護措施帶來影響。
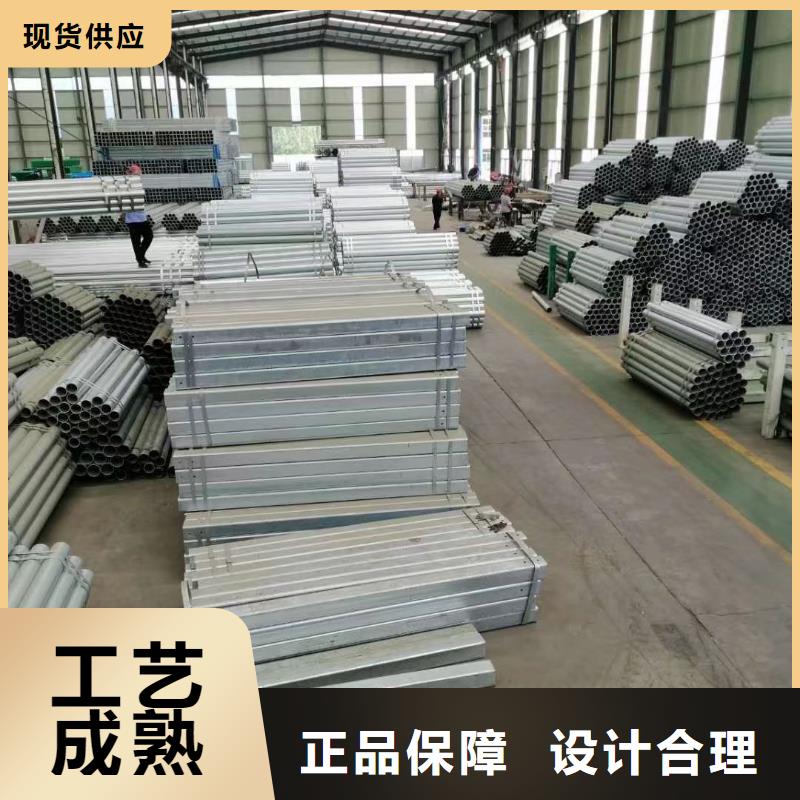
生銹腐蝕在當下雨季、等都會會造成很大的影響,生銹與腐蝕。生銹腐蝕是指鋼材直接與周圍介質發生的化學反應的產物,此產物大多是由氧化所產生的。這種氧化作用通常在濕潤和高溫的情況下會比在常溫下運作得更快。所以我們要針進行防腐處理,的高端防銹防腐處理方式有電鍍鋅、熱鍍鋅、浸塑和靜電噴塑四種,您可根據自己的需要任選,經過防銹顏色多選-美觀、表面光滑-亮澤,抗老化、防腐防銹,壽命可達10-20年。
高速公路隔離柵表面保護方式GCM防腐防護系統的防護原理GCM防腐防護方法延長金屬材料使用壽命的高速公路隔離柵表面防腐防護方法。該方法施工方便對環境無明顯要求防護層對酸雨、霧、鹽等有很強抗御作用且具有電絕緣功能。
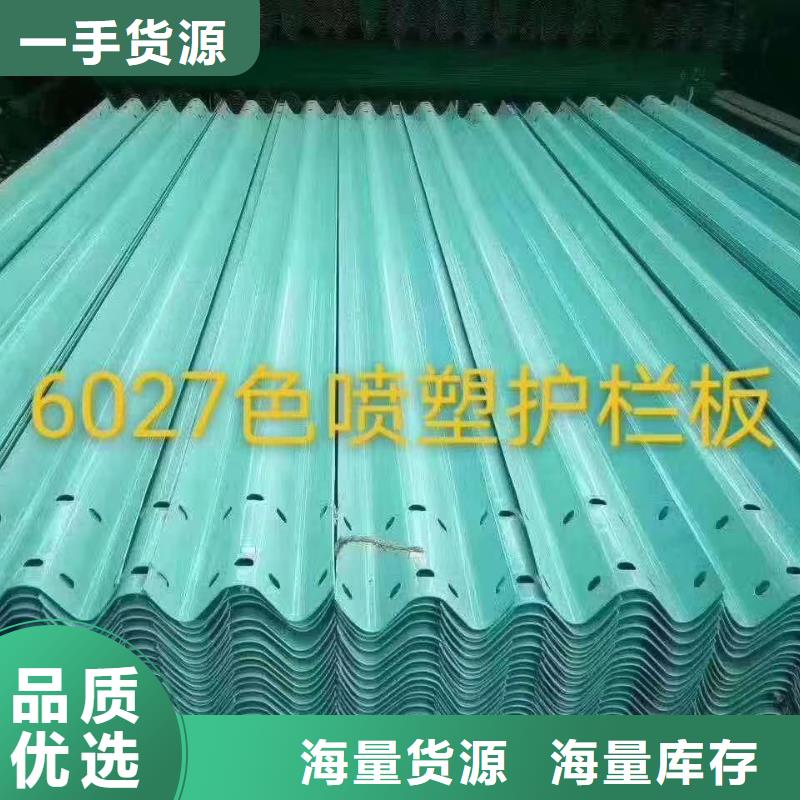
浸塑高速公路隔離柵靜電噴塑原理:工作時靜電噴涂的噴或噴盤、噴杯,涂料微粒部分接負極,工件接正極并接地,在高壓電源的高電壓作用下,噴(或噴盤、噴杯)的端部與高速公路隔離柵之間就形成一個靜電場。浸塑高速公路隔離柵靜電噴塑優點高速公路隔離柵采用粉末靜電噴涂等新工藝,效率高,適用于自動流水線涂裝,粉末利用率高,可回收使用。
高速公路隔離柵靜電噴塑優點高速公路隔離柵粉末涂料利用率高,并可回收再用,與油漆相比,粉末涂料可以直接涂覆至高速公路隔離柵表面,經烘烤固化后形成涂膜,而且未被涂上的粉末回收后可再送入供粉系統中使用,從而大大了涂料在施工中的損失。
高速公路隔離柵主要被用作公路、來使用,也可以稱之為:桃型柱護欄、雙邊護欄、雙圈護欄、等......主要生產高速公路隔離柵,隔離柵等產品,其中有很多是國內的,下面讓小編給大家講解一下其中一。
 若逢霧天,應用干棉布擦拭鐵藝護欄上的水珠。酸堿是鐵藝護欄的‘頭 ’若鐵藝護欄上不慎滴上了酸(,醋酸)堿(蘇打水,肥皂水)應立即用清水把污處沖洗干凈,再用干棉布擦干。天長日久,鐵藝護欄難免會生銹,這時千萬不要自作主張,用砂紙打磨,這樣會把漆也打磨掉。
鐵藝護欄的基材是選用優質鋼材經過熱浸鍍鋅處理工藝加工而成的,熱浸鍍鋅,就是把已經處理好的鋼材投入到幾千攝氏度的鋅液中,使鐵和鋅發生化學反應生成鋅鐵合金層和純鋅層,用這種方法可以使鐵藝護欄內部,外部均受。
鐵藝護欄是由基材和配件組成,其表面經過多重處理工藝。能有效阻止鐵藝工件被氧化的機會,延長鐵藝護欄的使用壽命。鐵藝護欄表面經過阿克蘇諾貝爾彩色離分子處理工藝,可以自己選擇表面顏色,一般常用的顏色有、草綠色、天藍色、淺粉色等。
選擇鐵藝圍欄切實靠譜隨著工業企業的逐步擴大規模,商都開始自己進行廠區的修建,為了給工人一個很好的工作和生活環境,在廠區建設上面,負責人都花費了不少的心思。廠區內部的劃分,很多時候,都需要借助護欄這樣的產品進行區域的分割。
若逢霧天,應用干棉布擦拭鐵藝護欄上的水珠。酸堿是鐵藝護欄的‘頭 ’若鐵藝護欄上不慎滴上了酸(,醋酸)堿(蘇打水,肥皂水)應立即用清水把污處沖洗干凈,再用干棉布擦干。天長日久,鐵藝護欄難免會生銹,這時千萬不要自作主張,用砂紙打磨,這樣會把漆也打磨掉。
鐵藝護欄的基材是選用優質鋼材經過熱浸鍍鋅處理工藝加工而成的,熱浸鍍鋅,就是把已經處理好的鋼材投入到幾千攝氏度的鋅液中,使鐵和鋅發生化學反應生成鋅鐵合金層和純鋅層,用這種方法可以使鐵藝護欄內部,外部均受。
鐵藝護欄是由基材和配件組成,其表面經過多重處理工藝。能有效阻止鐵藝工件被氧化的機會,延長鐵藝護欄的使用壽命。鐵藝護欄表面經過阿克蘇諾貝爾彩色離分子處理工藝,可以自己選擇表面顏色,一般常用的顏色有、草綠色、天藍色、淺粉色等。
選擇鐵藝圍欄切實靠譜隨著工業企業的逐步擴大規模,商都開始自己進行廠區的修建,為了給工人一個很好的工作和生活環境,在廠區建設上面,負責人都花費了不少的心思。廠區內部的劃分,很多時候,都需要借助護欄這樣的產品進行區域的分割。

 對所采取的復層焊接→過渡層焊接→基層焊接的焊接順序, 原則上可以理解為復層母材的焊接工藝評定與相對應的耐蝕堆焊焊接工藝評定的組合焊接工藝評定, 但需要注意耐蝕堆焊焊接工藝評定的覆蓋范圍是否滿足要求。
不銹鋼復合鋼管道在基層或復層焊前需要預熱時, 預熱溫度參照相關規范中各種材質的預熱溫度, 過渡層的預熱根據基層或復層材質來確定,當基層和復層都需要預熱時, 按預熱溫度高的一側執行。 由于焊接工程中雜質受熱會分解成 H2O 和 CO2, 在熔池內產生大量的氣體, 嚴重時發生爆裂破壞熔池。 因此, 焊接前應用棉紗將接觸層的油、 漆、 垢及氧化層等清理干凈, 油污或贓物沾染嚴重的應用細砂紙打磨, 酒精脫脂, 丙酮清洗,直至露出金屬光澤。 焊接前還需對內襯不銹鋼復合鋼管的基層和復合層進行預熱。 均勻的預熱一方面可減小焊接應力, 另一方面可降低焊接應變速度, 有利于避免產生焊接裂紋。 預熱宜采用電加熱方法, 以對口中心線為基準, 兩側各不小于管壁總厚度的 3 倍, 且不小于 50 mm, 并防止過熱。
對所采取的復層焊接→過渡層焊接→基層焊接的焊接順序, 原則上可以理解為復層母材的焊接工藝評定與相對應的耐蝕堆焊焊接工藝評定的組合焊接工藝評定, 但需要注意耐蝕堆焊焊接工藝評定的覆蓋范圍是否滿足要求。
不銹鋼復合鋼管道在基層或復層焊前需要預熱時, 預熱溫度參照相關規范中各種材質的預熱溫度, 過渡層的預熱根據基層或復層材質來確定,當基層和復層都需要預熱時, 按預熱溫度高的一側執行。 由于焊接工程中雜質受熱會分解成 H2O 和 CO2, 在熔池內產生大量的氣體, 嚴重時發生爆裂破壞熔池。 因此, 焊接前應用棉紗將接觸層的油、 漆、 垢及氧化層等清理干凈, 油污或贓物沾染嚴重的應用細砂紙打磨, 酒精脫脂, 丙酮清洗,直至露出金屬光澤。 焊接前還需對內襯不銹鋼復合鋼管的基層和復合層進行預熱。 均勻的預熱一方面可減小焊接應力, 另一方面可降低焊接應變速度, 有利于避免產生焊接裂紋。 預熱宜采用電加熱方法, 以對口中心線為基準, 兩側各不小于管壁總厚度的 3 倍, 且不小于 50 mm, 并防止過熱。

 用鎢極氳弧焊焊接內襯管間的連接端口, 焊材選用不銹鋼焊絲且焊接電流為 60~90A。 焊接過程中存在的主要問題是引弧易穿絲, 平焊位置易出覡焊瘤, 仰焊位置易出現內凹, 這些問題均可通過調節手動送絲的快慢、焊接速度、 焊槍角度等于以解決。 內襯不銹鋼復合鋼管打底層的焊接方法與封接層的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊絲熔敷金屬的化學成分與 304 不銹鋼的為接近, 符合不銹鋼焊接選用焊材的基本原則, 因此采用準 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊絲。
過渡層是確保在使用過程中能夠有效阻止基層中的碳向復層不銹鋼進行滲透稀釋, 甚至形成硬脆馬氏體組織, 導致焊縫從復層(耐蝕層) 開始失效至關重要的一層焊縫, 過渡層焊接在復層焊縫表面及無損檢測合格后進行, 宜采用焊條電弧焊焊接工藝, 焊接時選用小直徑焊條、 采用較小的焊接線能量。
用鎢極氳弧焊焊接內襯管間的連接端口, 焊材選用不銹鋼焊絲且焊接電流為 60~90A。 焊接過程中存在的主要問題是引弧易穿絲, 平焊位置易出覡焊瘤, 仰焊位置易出現內凹, 這些問題均可通過調節手動送絲的快慢、焊接速度、 焊槍角度等于以解決。 內襯不銹鋼復合鋼管打底層的焊接方法與封接層的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊絲熔敷金屬的化學成分與 304 不銹鋼的為接近, 符合不銹鋼焊接選用焊材的基本原則, 因此采用準 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊絲。
過渡層是確保在使用過程中能夠有效阻止基層中的碳向復層不銹鋼進行滲透稀釋, 甚至形成硬脆馬氏體組織, 導致焊縫從復層(耐蝕層) 開始失效至關重要的一層焊縫, 過渡層焊接在復層焊縫表面及無損檢測合格后進行, 宜采用焊條電弧焊焊接工藝, 焊接時選用小直徑焊條、 采用較小的焊接線能量。