







圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
熱軋無縫管外徑一般大于32mm,壁厚2.5200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
一般用無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。
焊管“無縫化”的含義焊管和無縫管相比無縫鋼管的區別是焊管有一道焊縫。由于有了焊縫,使外形凸出高于母材很多,明顯地看出了“縫”;同時,內部物理性質上也產生了變化。如果能夠在這兩個方面—外在與內在,都能使焊縫與母材相同、相近或者相等母材性能,等同于無縫,這就是“無縫化”的含義。“無縫化”的兩個方面如上所述,焊管無縫化包含兩個方面的內涵,幾何無縫化,使焊縫余高盡可能小;物理無縫化,使焊縫(包括周圍熱影響區)的物理性能趨于與母材一致。
焊管的幾何無縫化光滑地掉焊縫處因擠壓焊接后所形成的外毛刺和內毛刺,使焊管在幾何外形上幾乎看不到焊縫。我國和美國標準中內毛刺的殘留高度大致上規定了兩檔精度: 檔(O.127mm;第二檔0.254mm)。焊管的物理無縫化幾何無縫化處理后的焊管雖然外表上已幾乎看不到焊縫,但焊縫內部的金相組織與母材仍有較大區別,焊縫區的機械性能較低。為此,需要經過熱處理細化焊縫區的晶粒、去除焊接應力,實現與母體金相組織、機械性能的一致化,這個過程我們稱之為焊管的物理無縫化。

承壓流體輸送用螺旋縫埋弧焊鋼管(SY/T5037-2000)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,用雙面埋弧焊法焊接,用于承壓流體輸送的螺旋縫鋼管。無縫鋼管承壓能力強,焊接性能好,經過各種嚴格的科學檢驗和測試,使用可靠。鋼管口徑大,輸送效率高,并可節約鋪設管線的投資。主要用于輸送石油、天然氣的管線。
5.承壓流體輸送用螺旋縫高頻焊鋼管(SY/T5038-2000)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型;經過各種嚴格和科學檢驗和測試,使用可靠,鋼管口徑大,輸送效率高,并可節省鋪設管線的投資。主要用于鋪設輸送石油、天然氣等的管線。
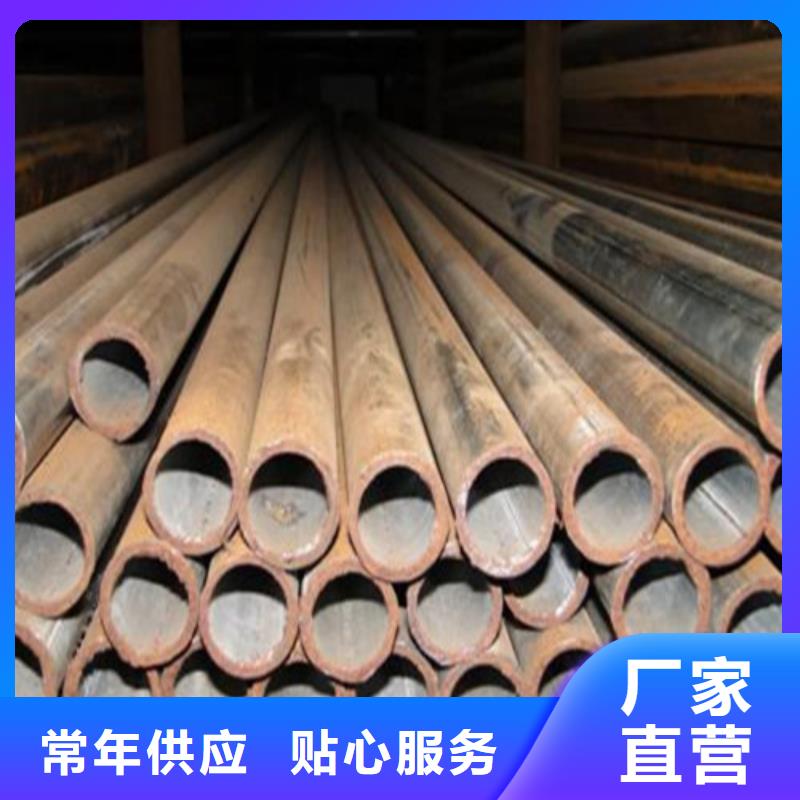
以及一些明顯,有著突起或凹陷地方壁厚。如果大值,與小值之前,存在著超過八點差距。那就說明這個鋼管,并不是合格無縫鋼管。除此之外,我們還可以檢測一下,鋼管自身外和橢圓度。使游標卡尺,測大點和小點。
那還需要將管道,重新加熱之后,才可以重新進行加工。如果跳過了這個程序,那么管道很有可能,在加工過程中,就現裂痕,或者是斷裂情況。因為普通鋼管,只有在硬度方面,達到了一定標準。但在自身韌性方面,卻是非常大一個缺陷,這使得管道,無法承受這樣操作。
還有就是在地下管道輸送、蓋樓時抽取地下水、鍋爐熱水輸送等各個地方都能看到我們無縫鋼管身影。正是因為無縫鋼管高質量不斷得到大家認可。我們無縫鋼管也為樓房更加穩固不斷改善,不斷進步。絡搜索發現,該實際來源可能是外省某現場,但其真正來源仍尚待追查。
山東冷拔無縫鋼管更加具備優勢:外更小。精度高可做小批量生冷拔(軋)無縫鋼管精度高,表面質量好冷拔無縫鋼管橫面積更復雜。