


更新時間:2025-01-08 01:48:22 瀏覽次數:4 公司名稱:聊城 博瑞達有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 185/平米 |
| 發貨期限 | 1~3個工作日 |
| 供貨總量 | 8562 |
| 運費說明 | 根據地區按重量計算 |
| 最小起訂 | 5 |
| 質量等級 | 合格 |
| 是否廠家 | 是 |
| 產品材質 | 鉛 |
| 產品品牌 | 博瑞達 |
| 產品規格 | 定制 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 定制 |
| 產品型號 | GU-52 |
| 可售賣地 | 全國 |
| 產品重量 | 規格不同重量不同 |
| 產品顏色 | 銀灰 |
| 質保時間 | 一年 |
| 外形尺寸 | 可加工 |
| 適用領域 | 醫院工業 |
| 是否進口 | 否 |
| 質量認證 | 合格 |
| 產品功率 | 無 |
| 工作溫度 | 適宜 |

延安射線屏蔽防護鉛板廠家/歡迎致電

對于房間里的頂部防護,在上一層的地面做防護施工,如果上一層的地面不具備防護施工條件,那么房間頂部的防護就只能用鉛板做。鉛板的防護性能,效果,造價相對較高,而作為一種廉價的材料成為各大。機房室線防護工程。常規X光掃描機室牙片機室X光機室、DR室(常規拍片機和拍片機)、CT室(人斷層掃描設備)和DSA室(血管掃描儀,用于血管病的診斷和輔助手術,如心血管的搭橋手術)等等,防護的主要目的是防止X射線外泄對工作人員和相關人員造成危害。核醫學輻射防護也是工程之一,由于需要用一些有放射性元素的,如和等,為了防止這些對工作人員和造成危害,需要采取一系列的射線屏蔽防護措施。 為供給側結構性改革提供適當的貨幣條件,在保持發展的同時,幫助其他領域擴大改革空間 公司是專業生產X射線、射線防護鉛板、鉛錠、鉛玻璃、鉛磚,鉛房,鉛屏風的廠家經有關部門的認證產品達到衛生部的.特點無細孔防護性強堅固耐用生產的G-Pb鉛玻璃鉛含量達3.8%-4.2%經久耐用02MM的特殊規格可以訂做!+時代,生產依舊是大前提,沒有好產品做保障,再前沿的理念也是空中樓閣。因此,門窗企業必須鑄品,形成品牌優勢,才能在長期的競爭中成功。的崛起和消費主體的逐步化,門窗行業競爭越來越激烈,門窗發展之路勢在必行。著力解決產能過剩背后掩蓋的企業體制機制問題和發展理念、發展問題!

 <延安> 博瑞達
<延安> 博瑞達
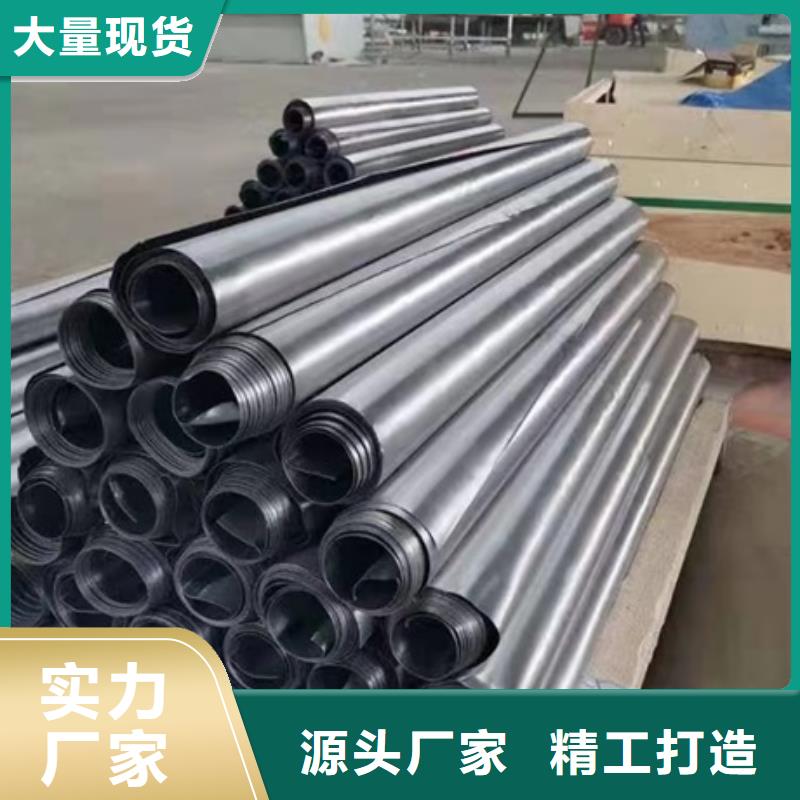
如何將鉛板焊接在一起呢?很多人在使用鉛板的時候覺得采購的鉛板尺寸無法完全滿足使用要求又不想重新采購。其實可以將鉛板焊接在一起既可以滿足使用要求又節省了再次支出。 那么我們該如何將鉛板焊接在一起呢?鉛板的焊接方法實際就是熱熔法先做一模具把需要焊接的鉛體擺放置好使用氣焊熔化補料就可以焊接好的需要控制溫度不可以過高。電流密度和原來母材沒有多大差別。 同時需要注意提前焊縫雜物避免在焊接時將雜物焊接進去。當然焊接鉛板還有一些的方法不過這一種是目前使用較普遍的。 醫用鉛板的鉛當量含義是用鉛作為基準物質時,以鉛的厚度來表示的衰減當量,單位是毫米鉛(mmPb )。由于輻射屏蔽材料的厚度與材料醫用鉛板,醫用鉛玻璃,醫用鉛門的密度成反比的關系,因此鉛當量與其他屏蔽材料厚度可通過下式計算。 在X射線和醫用鉛板,射線屏蔽防護中常遇到是寬束射線的情況,寬束射線的特點是準直較差或沒有準直,穿過的物質層可能相當厚,在此情況下,經過多次散射后的光子仍有可能穿過物質層,并且到達所關心的空間位置。為了估計這種多次散射的影響,公式(9一5)的右邊必須引進一個修正因子B。
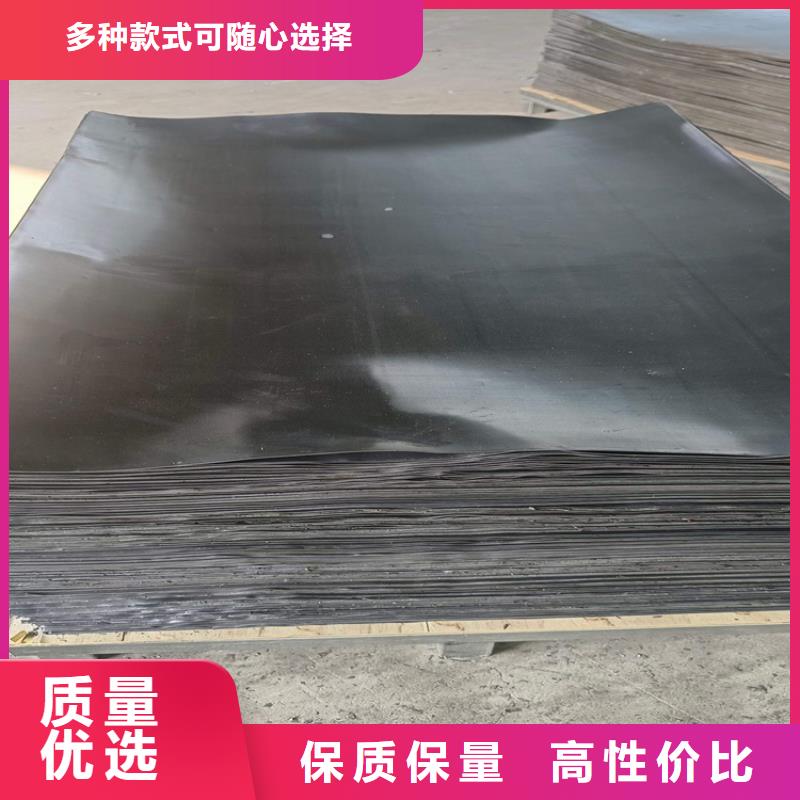
鉛板有各種厚度和尺寸,有廣泛的應用,如輻射屏蔽、墊圈、密封材料等。鉛板也是建筑聲學控制系統的一個很好的選擇,因為它們在單獨使用或固定在墻上時是一個非常有效的屏障。它們也可以被粘在石膏板或膠合板上。聲學鉛板的開發是為了改善各種環境下的降噪。 防輻射醫用鉛板推拉防護門:推拉防護門運動方向與門洞垂直即平行與墻體方向運動、行走機構裝在門體上方或下方一般輕質門體安裝在上方、可稱上掛式驅動推拉防護門、重門驅動機構安裝在下方、稱底部驅動推拉防護門推拉防護門主要由門板、行走機構、限位裝置、把手、導軌及緩沖止擋器等組成、如需動力驅動、一般采用電機驅動、與起重機大車行走機構類似防護門設計時需考慮射線折射后的泄露、一般情況下、門板與墻體的縫隙根據輻射水平不同、取門板與墻體搭接寬度的、為好。 薄的鉛板可以用剪刀剪成各種形狀,用于儲存放射性樣品的鉛絲容器,或用于抗腐蝕的墊圈和涂層。較厚的鉛板可以內置到各種結構中,如墻、門、窗框和柜子,以提供必要的屏蔽保護,并作為阻擋聲音傳播和隔離設備的機械振動的優良屏障材料。鉛板還與膠合板或石膏貼合,形成鉛石膏板或鉛膠合板,用于這些應用。 對于防輻射醫用鉛板將經烘焙的焊條用保溫筒帶至現場焊接。焊接時采用對稱焊接(包含對焊、立焊、斜焊);鉛門焊接中逐道焊縫清渣,除物,發現缺陷及時用角向砂輪打磨,除去缺陷;鉛門焊接工作結束,將焊縫區及焊接工作場地清理干凈,轉移到焊接節點。焊后檢查,待焊縫冷卻后,進行焊縫外觀檢查;焊縫中不得有裂縫,焊縫金屬與母材間完全熔合。
57501