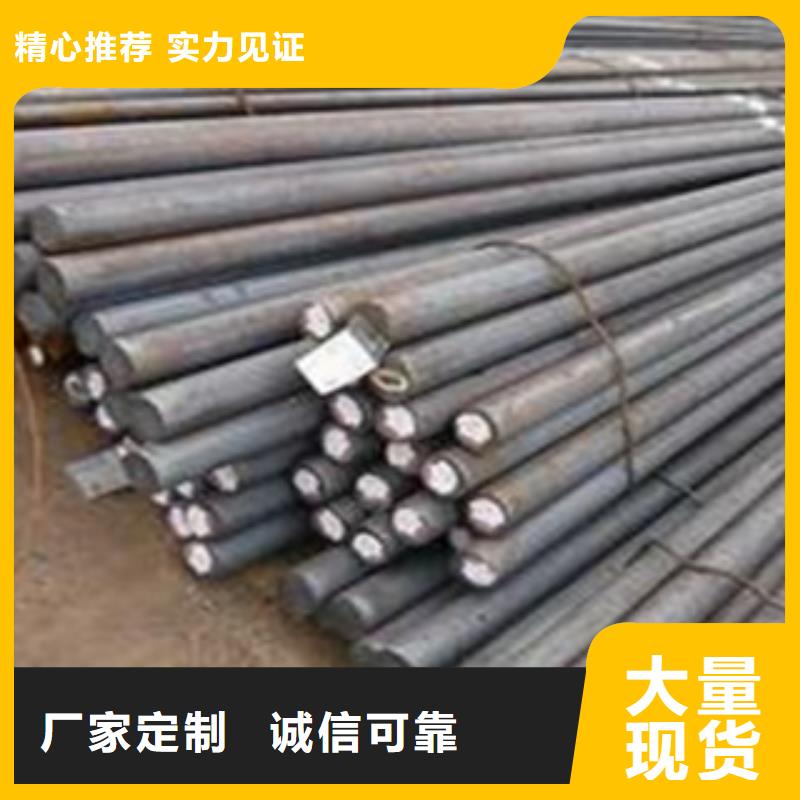

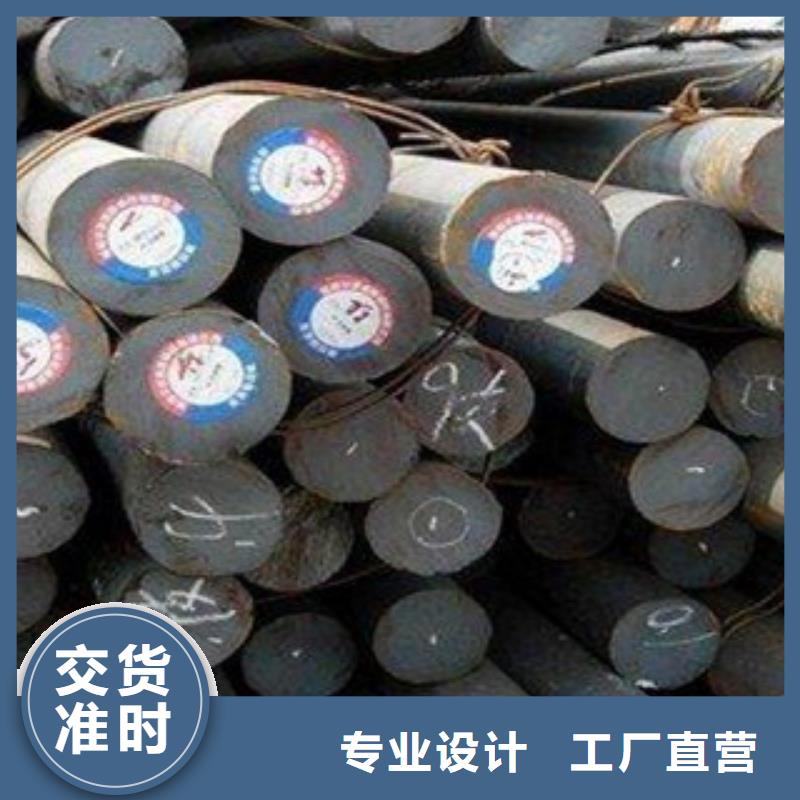

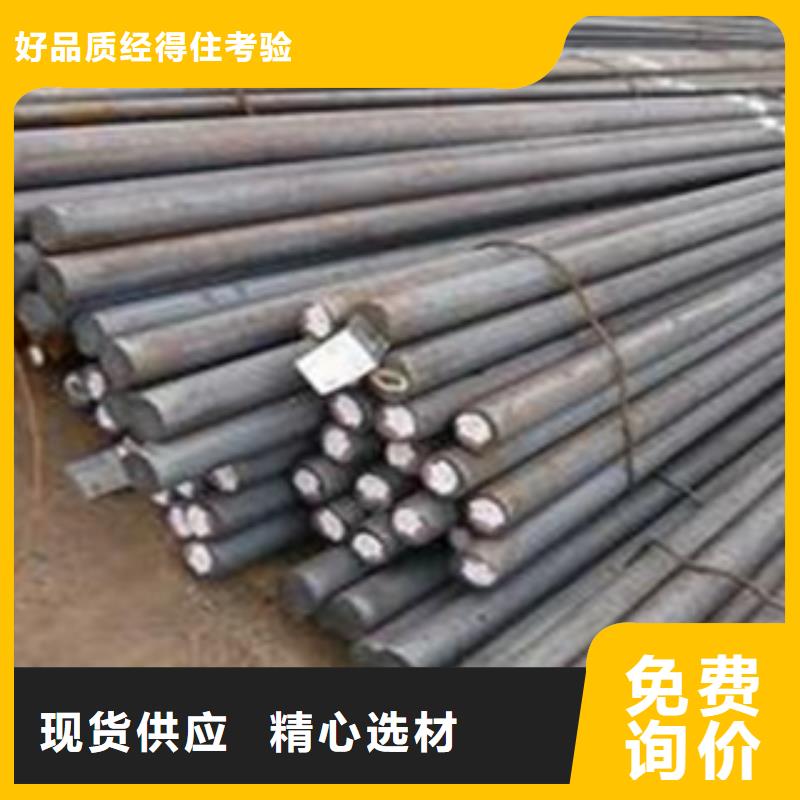


碳結鋼鋼水凝固過程中,由于體積收縮,在鋼錠或連鑄坯心部未能得到充分填充而形成的管狀或分散孔洞。在熱加工前,因為切頭量過小或縮孔較深,造成切除不盡,其殘留部分稱為縮孔殘余。縮孔殘余分布在鋼錠上部中心處,并與鋼錠頂部貫通的叫一次縮孔。由于設計的鋼錠模細長或上小下大,在澆鑄凝固過程中,鋼錠截口以下錠中心仍有未凝固的鋼水,凝固后期不能充分填充,形成的孔洞叫二次縮孔。一次縮孔和二次縮孔有本質差別,前者只出現(xiàn)在鋼錠頭部,后者在鋼錠上、中、下部位都有可能出現(xiàn)。一次縮孔酸洗試片中心區(qū)域呈不規(guī)則的折皺裂縫或空洞。在其上或附近常伴有嚴重的夾渣、成分偏析和疏松。二次縮孔孔洞中或附近沒有夾渣,但有偏析生成碳物。一次縮孔殘余和空氣貫通的二次縮孔在軋制(鍛造)過程中不能焊合,與空氣隔絕的二次縮孔和連鑄坯縮孔在軋制時一般能夠焊合,不影響鋼材使用性能。縮孔殘余嚴重地破壞鋼材的連續(xù)性,是鋼材不允許存在的缺陷,軋制(鍛造)時必然在鋼坯上產(chǎn)生裂紋。為了防止縮孔的產(chǎn)生,要求正確設計鋼錠模和保溫帽尺寸,并采用性能優(yōu)良的保護渣、保溫劑(發(fā)熱劑)和絕熱板,把縮孔控制在鋼錠頭部,以保證在開坯時切掉。控制澆鑄速度不要太快,溫度不要過高可以防止縮孔產(chǎn)生。


點擊查看旺宇鋼鐵貿(mào)易有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】