

聯系我們

當前位置:
萊蕪 興泰工程材料有限公司 >
淮北本地熱動態
銅止水來電咨詢
更新時間:2025-01-01 20:06:04 瀏覽次數:4 公司名稱:萊蕪 興泰工程材料有限公司
以下是:銅止水來電咨詢的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 批發/個 |
| 發貨期限 | 1 |
| 供貨總量 | 666 |
| 運費說明 | 面議 |
以下是:銅止水來電咨詢的圖文視頻

在安徽省淮北市采買銅止水來電咨詢到興泰工程材料有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:張經理-15318168555,QQ:2028098034,地址:《萊蕪高新區發貨到安徽省 淮北市 杜集區、相山區、烈山區、濉溪縣》。 安徽省,淮北市 2022年,淮北市實現地區生產總值1302.8億元,同比增長0.2%。
<淮北>興泰工程材料有限公司在多年的實踐中,積累了豐富的市場經驗。公司從淮北產品出售到售后服務,進行層層把關。為客戶提供放心淮北產品,公司堅持,以人為本,品質為先,持續改進的企業發展觀。歡迎新老客戶前來洽談。

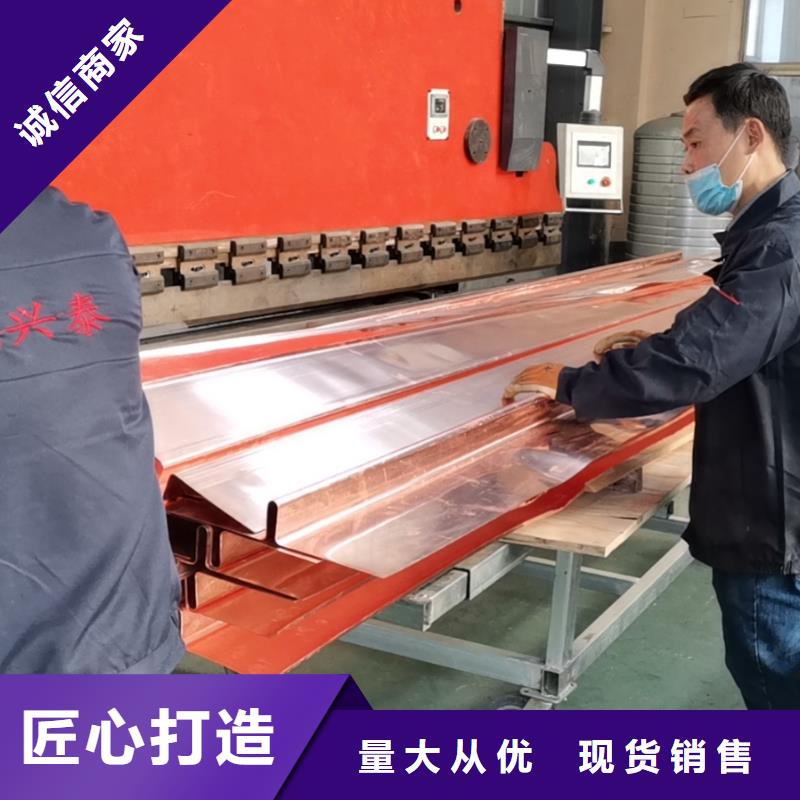
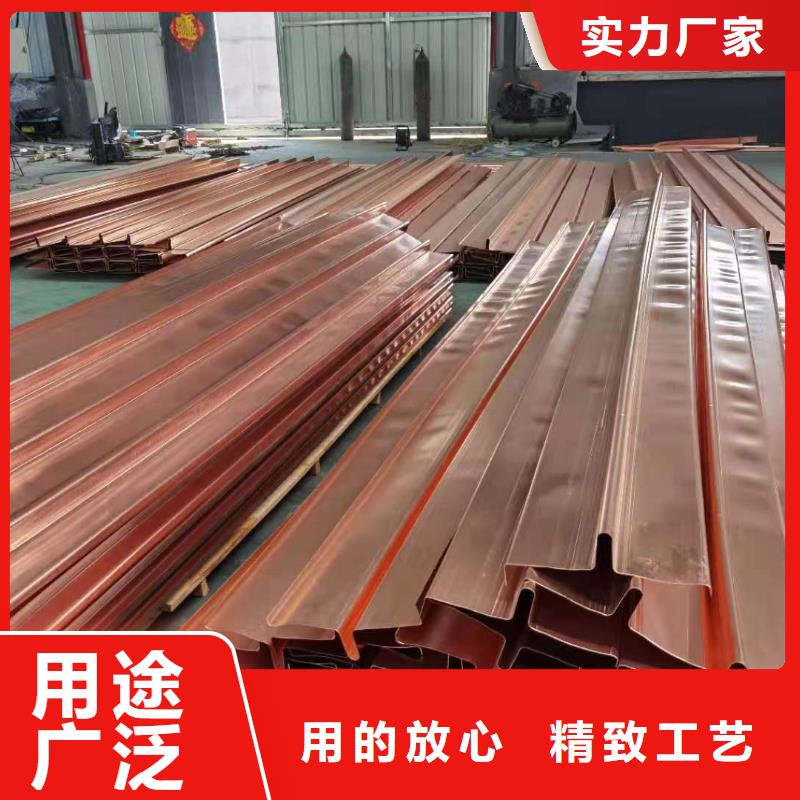
銅止水片(是由紫銅或純銅生產加工而成),淮北銅止水因而銅止水片的電焊焊接應以紫銅焊接檢驗標準。銅止水片電焊焊接宜選用氣割或氬弧焊機,這兒詳細介紹氣割的操作流程及其常見問題。 氣割是用O2與乙炔氣體造成高溫,熔融焊絲與焊接件的金屬材料疑固后產生焊接的焊接工藝。 其具體步驟辦法是:關掉焊把電源開關,將乙炔氣體及O2開啟,打火漸漸地開啟焊把電源開關引燃焊嘴,將焊絲依據必須 放到被焊物件上,再慢慢調準焊嘴的火焰高低,應用火焰溶化焊絲與焊接件的合金凝結后產生-條焊接。 需運用銜接焊的方式 ,其鋼筋搭接尺寸不能低于40mm與此同時為得到高寬比和總寬勻稱的焊接,鋼筋搭接焊可選用左焊接方法,即焊炬從右往左邊挪動的方式 。氣割的操作過程方式 包含氧氣乙炔焰的引燃.調整和滅掉.起焊.電焊焊接全過程中焊炬和焊絲的健身運動.連接頭和結尾的使用要點。 1.火苗的引燃 焊炬的握法,應左手拿焊炬,將食指和無名指坐落于氧e調節閥處,與此同時大拇指還能夠電源開關.調整乙炔氣體調節閥門,隨時隨地調整汽體的總流量。引燃火苗時,先要稍稍打開氧s氣調節閥門,隨后再開乙炔氣體調節閥門,二種汽體在焊炬內混和后,從焊嘴噴出來,這時將焊嘴挨近明火就可以引燃。打火時,拿明火的手不必正對接焊嘴,也不能將焊嘴偏向別人或易燃物,防止出現事故。(留意)一開始打火時,很有可能發生持續”放鞭炮"聲,緣故是乙炔氣體不純,需釋放不良的乙炔氣體再次打火。有時候發生不容易打火的狀況,大部分狀況是氫開得過大而致,這時候應將氧e調節閥調小。


您是想要在安徽省淮北市采購高質量的銅止水來電咨詢產品嗎?興泰工程材料有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的銅止水來電咨詢產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:張經理-15318168555,QQ:2028098034,地址:《高新區》。