")
")
")

")
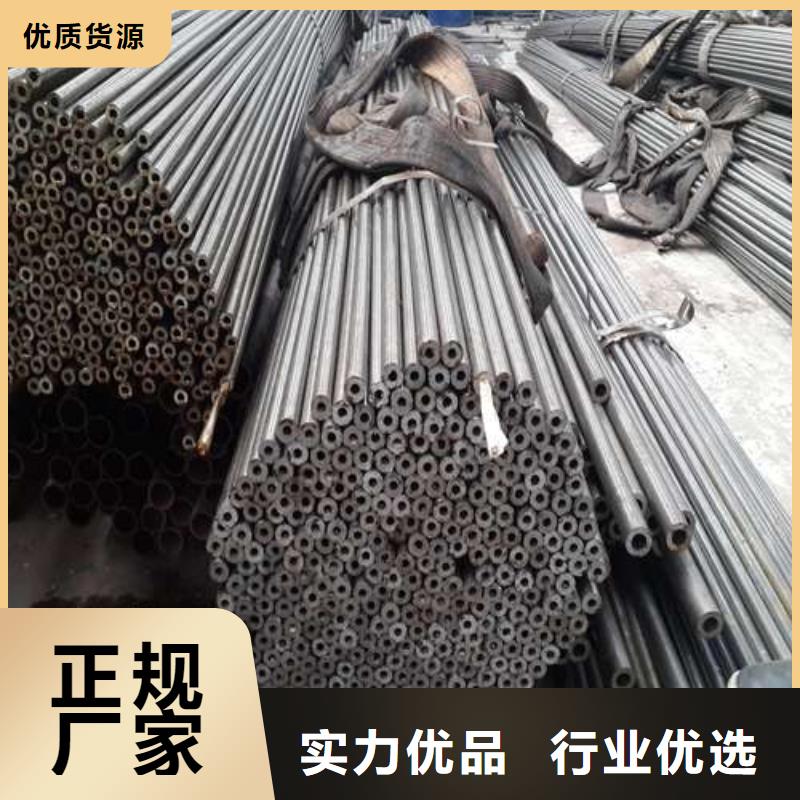
") 來(lái)料精密管子的彎曲度不能過(guò)大,人工受料,將方矩管送過(guò)第三對(duì)矯直后輥后矯直輥壓下夾緊,開(kāi)動(dòng)主電機(jī),方矩管旋轉(zhuǎn)前進(jìn)同時(shí)被矯直,電機(jī)停止,矯直輥停止矯直,上矯直輥抬起,送出矯直的鋼管。冷拔45#精密管平常在進(jìn)行貯存的時(shí)候會(huì)發(fā)生氧化,導(dǎo)致生銹,但是隨著科學(xué)技術(shù)的發(fā)展,對(duì)45#精密管的貯存條件越來(lái)越好,那么防止抗氧化技術(shù)也發(fā)展的很先進(jìn)了。現(xiàn)在我們貯存產(chǎn)品,一般是將鋼管放到一個(gè)棚子里。開(kāi)始前應(yīng)檢查矯直機(jī)是否正常這樣在其表面撒上一些含有氯化鈉的粉末,這樣是為了與外界的銹跡元素進(jìn)行中和,但是注意的是氯化鈉粉末要隔一段時(shí)間就要進(jìn)行重撒一遍。
大金鋼管制造有限公司
來(lái)料精密管子的彎曲度不能過(guò)大,人工受料,將方矩管送過(guò)第三對(duì)矯直后輥后矯直輥壓下夾緊,開(kāi)動(dòng)主電機(jī),方矩管旋轉(zhuǎn)前進(jìn)同時(shí)被矯直,電機(jī)停止,矯直輥停止矯直,上矯直輥抬起,送出矯直的鋼管。冷拔45#精密管平常在進(jìn)行貯存的時(shí)候會(huì)發(fā)生氧化,導(dǎo)致生銹,但是隨著科學(xué)技術(shù)的發(fā)展,對(duì)45#精密管的貯存條件越來(lái)越好,那么防止抗氧化技術(shù)也發(fā)展的很先進(jìn)了。現(xiàn)在我們貯存產(chǎn)品,一般是將鋼管放到一個(gè)棚子里。開(kāi)始前應(yīng)檢查矯直機(jī)是否正常這樣在其表面撒上一些含有氯化鈉的粉末,這樣是為了與外界的銹跡元素進(jìn)行中和,但是注意的是氯化鈉粉末要隔一段時(shí)間就要進(jìn)行重撒一遍。
大金鋼管制造有限公司
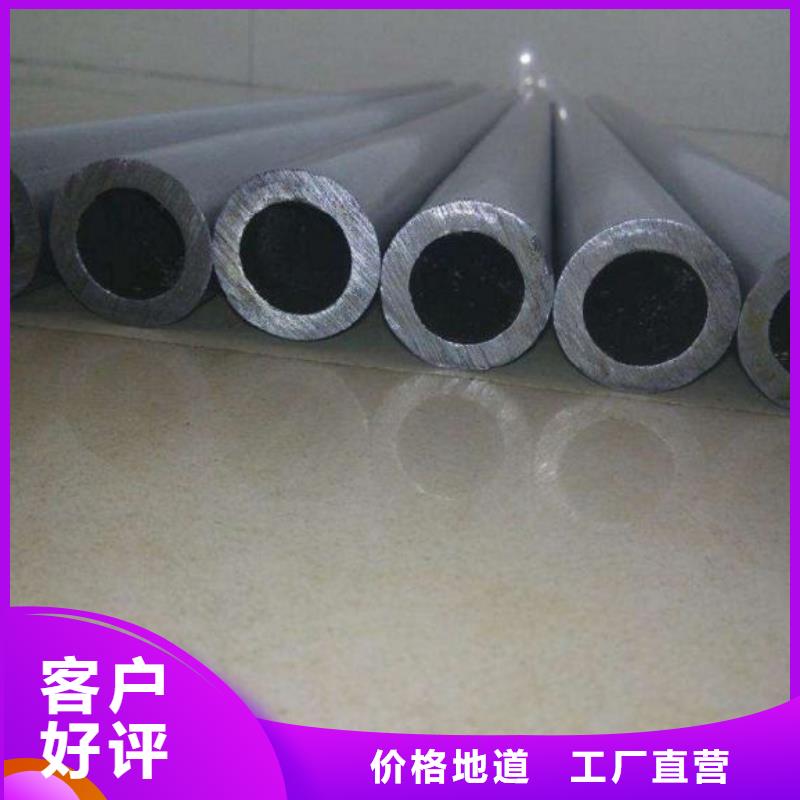
") 精密管的膨脹系數(shù)檢查的方法可以用肥皂水抹在退火爐各個(gè)接頭縫隙處,看是否跑氣;其中容易
跑氣的地方是退火爐進(jìn)管子的地方和出管子的地方,這個(gè)地方的密封圈特別容易磨損,要經(jīng)常檢查
經(jīng)常換。提出了冷彎成型前對(duì)精密鋼管進(jìn)行預(yù)處理的工藝方案;研究分析了正火溫度、保溫時(shí)間和冷
卻方式對(duì)原料管組織和力學(xué)性能的影響規(guī)律;確定了精密鋼管的常規(guī)正火工藝:加熱溫度(890±10)℃
保溫6min后散置空冷。常規(guī)正火工藝可完全精密鋼管的魏氏組織使其屈服強(qiáng)度和抗拉強(qiáng)度的
匹配更加合理屈強(qiáng)比σS/bσ≤0.78延伸率5δ≥30%冷成型性能大幅度提高并避免出現(xiàn)冷彎開(kāi)裂現(xiàn)象
。膨脹系數(shù)可以用體積或者是長(zhǎng)度表示,通常是用長(zhǎng)度表示。密度物質(zhì)的密度是該物質(zhì)單位體積的
質(zhì)量,單位是kg/m3或1b/in3。殘余拉應(yīng)力主要來(lái)自設(shè)備在焊接過(guò)程中產(chǎn)生的殘余拉應(yīng)力。
大金鋼管制造有限公司
精密管的膨脹系數(shù)檢查的方法可以用肥皂水抹在退火爐各個(gè)接頭縫隙處,看是否跑氣;其中容易
跑氣的地方是退火爐進(jìn)管子的地方和出管子的地方,這個(gè)地方的密封圈特別容易磨損,要經(jīng)常檢查
經(jīng)常換。提出了冷彎成型前對(duì)精密鋼管進(jìn)行預(yù)處理的工藝方案;研究分析了正火溫度、保溫時(shí)間和冷
卻方式對(duì)原料管組織和力學(xué)性能的影響規(guī)律;確定了精密鋼管的常規(guī)正火工藝:加熱溫度(890±10)℃
保溫6min后散置空冷。常規(guī)正火工藝可完全精密鋼管的魏氏組織使其屈服強(qiáng)度和抗拉強(qiáng)度的
匹配更加合理屈強(qiáng)比σS/bσ≤0.78延伸率5δ≥30%冷成型性能大幅度提高并避免出現(xiàn)冷彎開(kāi)裂現(xiàn)象
。膨脹系數(shù)可以用體積或者是長(zhǎng)度表示,通常是用長(zhǎng)度表示。密度物質(zhì)的密度是該物質(zhì)單位體積的
質(zhì)量,單位是kg/m3或1b/in3。殘余拉應(yīng)力主要來(lái)自設(shè)備在焊接過(guò)程中產(chǎn)生的殘余拉應(yīng)力。
大金鋼管制造有限公司
")
")
您的位置>首頁(yè) >婁底當(dāng)?shù)禺a(chǎn)品News >