


聯系我們

更新時間:2025-01-29 04:51:02 瀏覽次數:4 公司名稱:西安 福日達金屬材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 5000/噸 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 999 |
| 運費說明 | 市場價格 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | 20# |
| 產品品牌 | 福日達 |
| 產品規格 | 齊全 |
| 發貨城市 | 西安 |
| 產品產地 | 西安 |
| 加工定制 | 可加工 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 黑灰光滑 |
| 適用領域 | 廣泛 |
| 是否進口 | 否 |
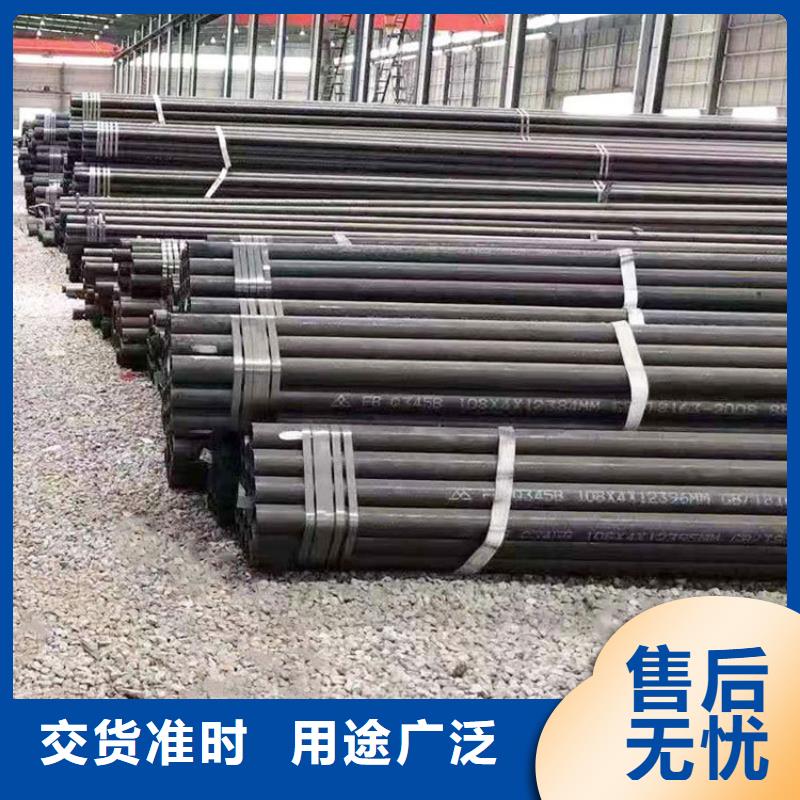

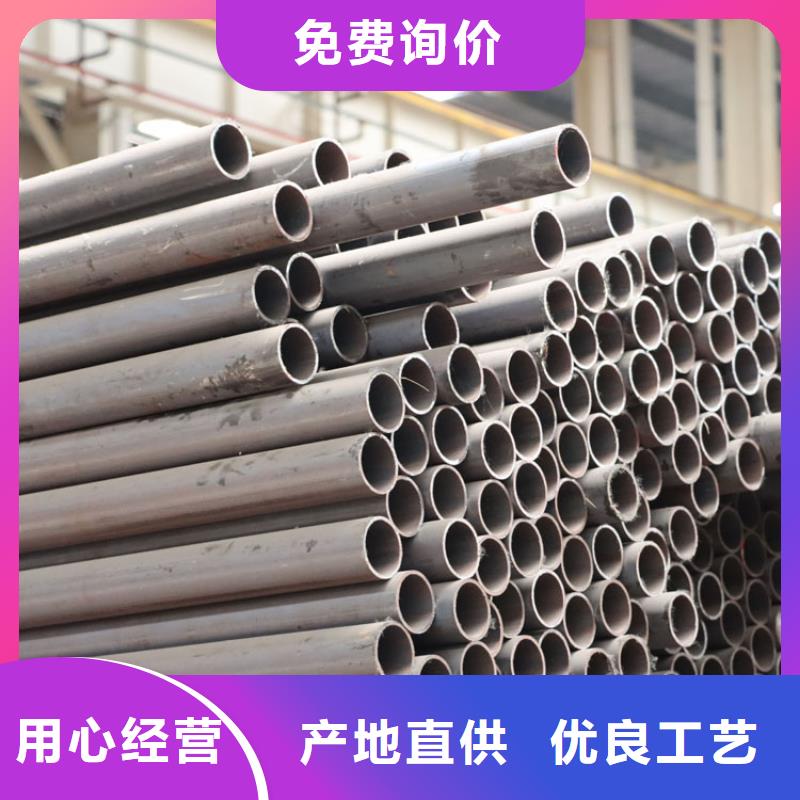
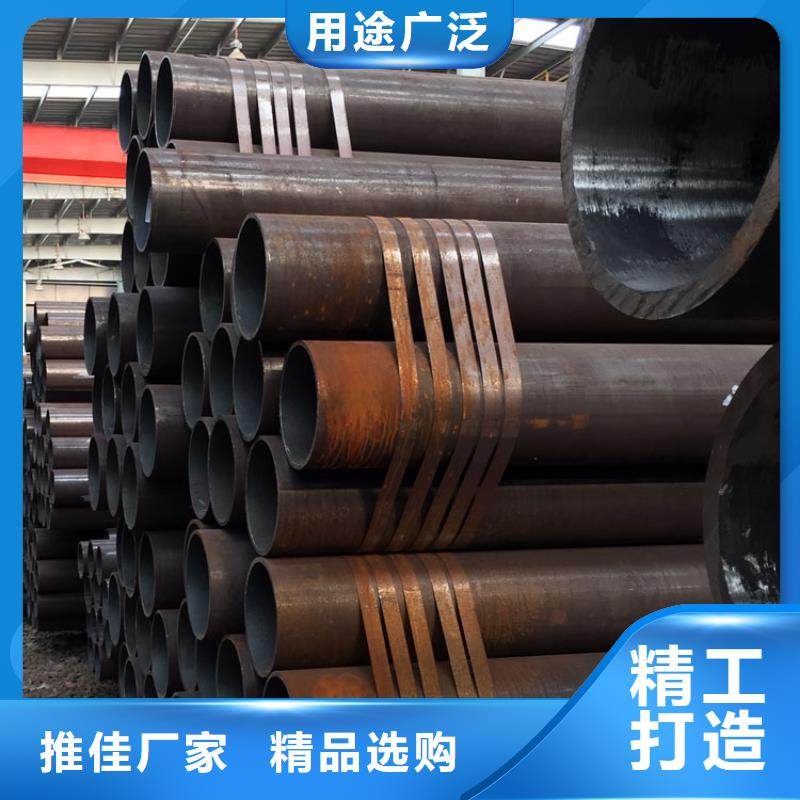

克拉瑪依高壓容器鋼板工廠直銷批發

厚壁鋼管英文(Thick wall steel pipe)克拉瑪依無縫鋼管和薄壁鋼管的 區別在于鋼管壁的厚度,一般說來,薄壁鋼管都是冷拔技術,而厚壁鋼管一般使用熱軋技術,如果是用度量單位來區分的話,那么,一般認為,壁厚/管徑等于0.05是厚壁鋼管和薄壁鋼管的分水嶺,壁厚/管徑小于0.05的是薄壁鋼管,大于的是厚壁鋼管,在用途上來說,薄壁鋼管多用于管道上。克拉瑪依無縫鋼管而厚壁鋼管多應用于空心零件的坯料。承壓以及重要管道上使用。焊接方法焊接厚壁鋼管首先清理干凈焊口的油、漆、水、銹等,然后根據壁厚開坡口,厚的就開大一些,薄的就開小一些(角磨機),然后就是對品的縫隙,一般是焊條或焊絲直徑的1- 1.5倍,如果坡口不小心開大了話可以適當留小一些。點固焊至少三點,克拉瑪依無縫鋼管一般四點比較好干活。焊接的時候應該一半一半焊接,起點 超過 點一公分左右,那樣從對面好接頭。如果鋼管壁厚的話,應該分層,至少兩層, 層整圈焊完才可以焊第二層。工藝流程圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記焊縫余高鋼管壁厚不大于 12.5mm 時,焊縫余高不大于 3.0mm;鋼管壁厚大于 12.5mm 時,克拉瑪依無縫鋼管焊縫余高不大于 3.5mm。彎曲度公稱外徑不大于 168.3mm 的鋼管,應平直或按供需雙方協 議規定的彎曲度指標;公稱外徑大于 168.3mm 的鋼管,彎曲度不大于鋼管全長的 0.2%。管端壁厚大于4mm的鋼管,管端可加工坡口 30°+5°0°,留根1.6mm±0.8mm,管端斜度小于或等于 5mm。
合金管材質:12Cr1MoVG 12CrMoG 15CrMoG 12Cr2Mo Cr5Mo Cr9Mo 10Cr9Mo1VNb 15NiCuMoNb5
克拉瑪依熱鍍鋅無縫鋼管:熱浸鍍的鍍鋅量較高,平均鍍鋅層厚度在65微米以上,其本身的耐腐蝕性比熱鍍鋅管高很多。正規的鍍鋅管生產廠家,準用冷鍍鋅管作水、煤氣管。冷鍍鋅鋼管鍍鋅層是電鍍層,鋅層與鋼管基體獨立分層。鋅層較薄,鋅層簡單附著在鋼管基體上,容易脫落。故其耐腐蝕性能差。在新建住宅中,禁止使用冷鍍鋅鋼管作為給水鋼管。1、中厚板機組:主要生產寬厚板,用于直縫埋弧焊管的生產,直縫埋弧焊管質量可靠,克拉瑪依熱鍍鋅無縫鋼管廣泛應用于油氣高壓輸送主干線上。2、爐卷軋機:爐卷軋機包括一架往復式粗軋機及一架4輥往復精軋機。在精軋機兩邊的輸送線上安裝了兩臺熱卷軋機。輸出輥道通常包括一套層流冷卻系統和一個卷取站。在爐卷軋機上,不銹鋼沖壓彎頭管件整個長度上的熱機械歷史顯著變化,尤其是在微不銹鋼沖壓彎頭管件生產中,將強烈影響精軋機上產生的再結晶程度、克拉瑪依熱鍍鋅無縫鋼管晶粒長大及析出,并且導致整個不銹鋼沖壓彎頭管件長度上終顯微組織和性能的劇烈變化3、半連續軋機:包括1機架爐卷軋機及5機架精軋機。在半連續軋機上,管件在精軋道次所經歷的熱軋從管件的一端到另一端實質上是恒定的。在精軋機上道次間的時間通常少于3s。4、CSP連鑄連軋:在CSP生產線上對含有鈮、釩、鈦復合微合金化的低碳錳鋼,采用合適的控軋控冷和卷取工藝,可以保證管件的力學性能和顯微組織符合現代X60不銹鋼沖壓彎頭的技術要求,符合現代不銹鋼沖壓彎頭管件發展趨勢。我國CSP連鑄連軋生產線已開發到了X60不銹鋼沖壓彎頭管件,而美國及國外其它CSP生產廠已經開發和生產了高牌號不銹鋼沖壓彎頭管件X60、克拉瑪依熱鍍鋅無縫鋼管X65乃至X70。其工藝特點是連鑄薄板坯存在中心偏析,鍍鋅無縫鋼管連鑄薄板坯中心偏析是進一步提高不銹鋼沖壓彎頭管件質量的關鍵技術問題,不銹鋼沖壓彎頭使用的板材60~70克拉瑪依熱鍍鋅無縫鋼管年代主要采用鞍鋼等廠家生產的A3、16Mn,隨著管道管徑增大和輸送壓力的提高,管件板強度不能滿足需求。80年代以后各石油焊管件廠開始使用按美國API標準生產的管線鋼板,由于當時國內不銹鋼沖壓彎頭板生產廠技術不成熟,主要采用進口板。